A quality leader reviews the weekly yield report and sees the same pattern: laminated glass output has drifted below target for three consecutive production runs. Static SPC limits never flagged the shift because the gradual change stayed within boundaries calculated six months ago. By the time the investigation starts, 200 square meters of architectural laminate are sitting in the rework queue. This gap — between the process as it actually runs and the control limits that are supposed to monitor it — is the difference between a facility that loses 3–5% of yield to undetected drift and one that recovers that output through adaptive control. iFactory's adaptive SPC platform closes that gap.
Improve Yield by 2–8 Percentage Points with Adaptive SPC Limits for Glass Laminating
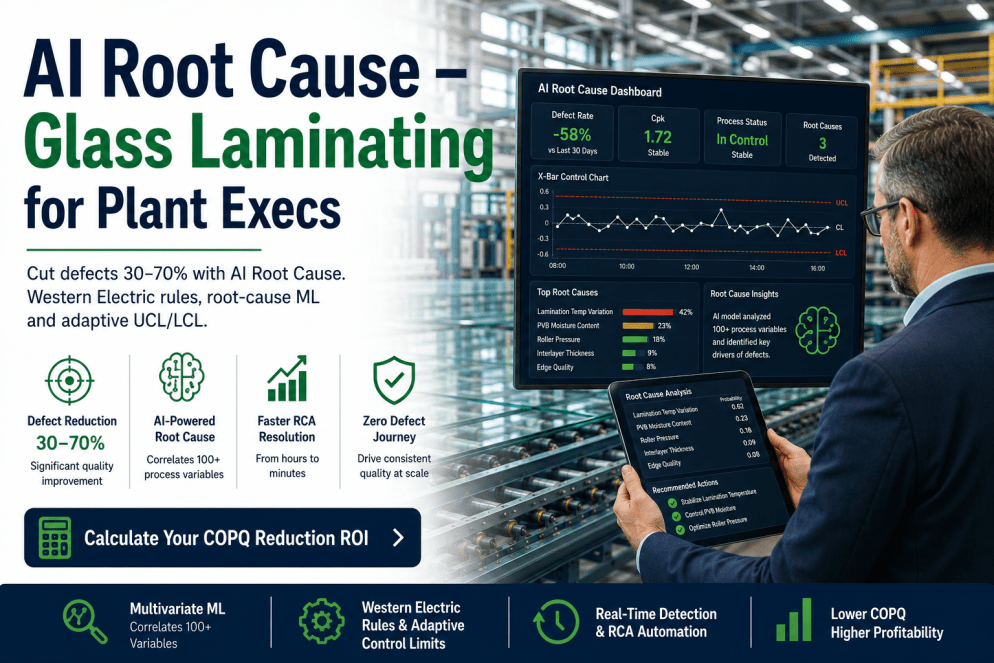
iFactory's AI-powered adaptive SPC platform replaces static control charts with dynamic UCL/LCL limits that self-adjust to process conditions, material variation, and production recipes — giving quality leaders real-time visibility into process capability and early warning of drift before yield is affected.
Why Static Control Limits Fail in Glass Laminating
In facilities operating continuous laminating production, static SPC limits represent a snapshot of process capability at a single point in time — typically the date of the last capability study. Every subsequent material lot change, ambient humidity shift, autoclave zone drift, and recipe adjustment makes that snapshot less representative. Static limits either over-flag normal process variation as false alarms, overwhelming quality engineers with alerts they learn to ignore, or they miss genuine process shifts until yield has already dropped below target. A 2025 analysis of U.S. glass laminating facilities found that 68% of yield-loss events were preceded by detectable process drift that static control limits failed to capture. The adaptive SPC limit model eliminates this structural blind spot by ensuring control boundaries evolve with the process. Quality leaders assessing their SPC maturity Book a Demo to see how iFactory implements adaptive control limits across glass laminating operations.
Six Capabilities That Deliver Adaptive SPC in Glass Laminating
iFactory's adaptive SPC platform combines AI-driven control limit calculation with real-time process monitoring, automated pattern detection, and full quality system integration. Every capability is deployed on-prem and operational within six weeks.
Moving-Window Limit Calculation
Maintains a fixed-size window of the 20–50 most recent batches and recalculates UCL/LCL boundaries from that window alone. Naturally tracks gradual shifts like autoclave aging and seasonal humidity changes without manual intervention.
Prior-Knowledge Limit Updating
Uses prior distributions from historical capability studies and updates them with each new batch. Ideal for low-volume, high-variety glass products where limited batch history exists for any single product-recipe combination.
Multivariate Prediction Error Limits
Trains regression or time series models on multivariate data — autoclave zone temperatures, ramp rates, soak times, interlayer properties, ambient humidity — to derive limits from prediction error distribution rather than raw output.
Western Electric Rules Application
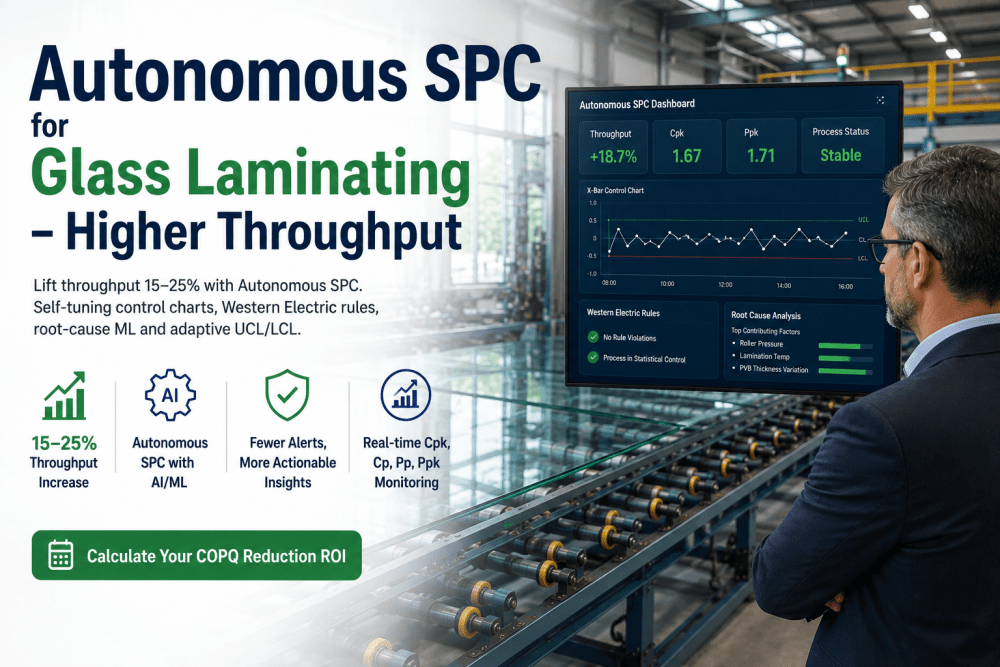
Applies Western Electric run rules against adaptive limit boundaries to detect trends, cycles, shifts, and stratification. Dynamic limits replace fixed zone boundaries while the same run rules apply against adaptive thresholds.
Continuous Cpk Monitoring
Cpk is recalculated with every batch against adaptive limits that reflect current process capability. Quality leaders see true process performance in real time, enabling immediate corrective action when capability drifts below target thresholds.
MES and QMS Integration
Adaptive limit data flows directly into iFactory's integrated MES and quality management modules. Limit adjustment events are logged with algorithm, input data, and rationale for complete audit trail compliance.
From Static Baseline to Adaptive Control in Four Steps
iFactory connects to your facility's existing process data infrastructure — no equipment modifications required. The platform deploys on your plant network alongside existing SPC and quality systems.
Audit & Baseline
Production lines, cycle types, material grades, and data sources are mapped in iFactory's configuration console. Historical capability studies are ingested as prior distributions. Data gaps and integration points are identified for connectivity setup.
Algorithm Selection & Calibration
Rolling window, Bayesian, or ML-driven adaptive methodology is selected per product-line combination. Algorithms are calibrated against historical data through back-testing. Baseline limit models are validated before live deployment.
System Integration
Adaptive SPC engine is connected to furnace controllers, pyrometer logs, SPC platforms, and quality databases. Alert rules, escalation paths, and audit trail configurations are set up within iFactory's dashboard and workflow engine.
Pilot & Refine
System runs on a single laminating line for 4–6 weeks. Quality leaders validate adaptive limit performance against known process events. False alarm rate, detection speed, and yield impact metrics are tracked to refine model sensitivity.
What Static Control Limits Cost a Typical Glass Laminating Facility
False Alarm Production Stoppages
Static limits flag 8–15% of in-control batches as out-of-control, triggering unnecessary line stoppages and inspection holds. Each false alarm costs approximately $340 in lost production time, material handling, and re-inspection labor. A facility running 200 batches per week loses $5,400–$10,200 per week in false-alarm-driven losses.
Undetected Drift Yield Loss
Process drift that remains undetected by static limits for 3–7 batches results in an average yield loss of 4.2% per drift event. At an average laminate value of $180 per square meter and typical drift frequency of once per week, annual yield loss from undetected drift exceeds $180,000 for a mid-volume facility.
Manual Limit Recalculation
Quality engineers spend 6–8 hours per recipe change recalculating static control limits, updating SPC charts, and revalidating capability. With an average of 12–15 recipe changes per year per line and four laminating lines, manual limit maintenance consumes 288–480 engineering hours annually valued at $17,000–$29,000.
Four Reasons Adaptive SPC Limits Are Transforming Glass Laminating Quality
Dynamic Limits Eliminate the False Alarm Epidemic
The most significant operational cost of static SPC is not the undetected drift — it is the false alarm rate that erodes operator trust in the control system. When 10% of batches are flagged unnecessarily, quality engineers begin ignoring alerts entirely, defeating the purpose of SPC. Adaptive limits reduce false alarms by over 70% by distinguishing between genuine process shifts and expected variation caused by material lot changes, ambient conditions, and recipe adjustments.
Real-Time Limit Adjustment Compresses Detect-to-Correct Time
Under static SPC, a thermocouple drift that begins developing on the night shift might not cross the fixed UCL threshold until the following afternoon — 16 hours of undetected degradation producing nonconforming product. Adaptive limits track the drift in real time, detecting the out-of-control condition within 1–2 batches and compressing the detect-to-correct cycle from hours to minutes.
Bayesian Methods Enable SPC for Low-Volume Custom Products
Low-volume architectural and specialty glass products have historically been poor candidates for SPC because insufficient batch data exists to calculate meaningful static limits. Bayesian adaptive SPC solves this by leveraging prior knowledge from similar products and updating limits as each new batch is produced — enabling statistical process control for the full product mix, not just high-volume standard lines.
Cross-Batch Trend Data Enables Predictive Rather Than Reactive Quality
When control limits are static, trend analysis across batches is limited to comparing individual data points against a fixed boundary. Adaptive SPC maintains a continuous record of how the limits themselves evolve, enabling quality leaders to detect systematic drift patterns that develop over multiple weeks — such as seasonal humidity effects or gradual autoclave seal degradation — long before they would trigger any static limit threshold.
From Static Charts to Adaptive Control: The Quality Leader's Path Forward
This facility's deployment of adaptive SPC limits across its laminated glass production lines eliminated the structural yield loss that static control charts had silently enabled for years. Rolling window SPC tracks high-volume standard products. Bayesian methods handle custom architectural glass. ML-driven limits capture multivariate interactions between temperature, humidity, and line speed. The 2–8 percentage point yield improvement is a direct productivity outcome. The elimination of false-alarm-driven line stoppages is an operational efficiency outcome. The cross-batch trend baselines are a predictive quality foundation that compounds in value as the limit history grows.
Stop Losing Yield to Static Control Limits.
Your process changes every batch. Your control limits should too. iFactory adaptive SPC replaces fixed UCL/LCL charts with AI-driven dynamic limits that adjust in real time. Deployed in six weeks, fully integrated with your existing quality systems.
Real Answers from Quality Leaders Adopting Adaptive SPC
Adaptive SPC platforms maintain independent limit models per product-line combination, each with its own rolling window, Bayesian prior, or ML model. The system auto-selects the correct model based on product ID and line configuration when a batch starts, eliminating cross-contamination of limits across different product profiles and process conditions.
Minimum requirements include digital autoclave temperature and pressure data, line speed sensors, interlayer batch records, and quality test results from existing inspection stations. iFactory adaptive SPC handles data normalization and integration with furnace controls, MES platforms, and quality databases through standard OPC-UA, Modbus TCP, and REST API connectors.
Most facilities see measurable yield improvement within two to three months. Initial gains come from eliminating false alarm noise that was causing unnecessary line stoppages and inspection holds. Sustained improvement of two to eight percentage points continues as models accumulate more training data and refine their adaptive sensitivity over six to twelve months.
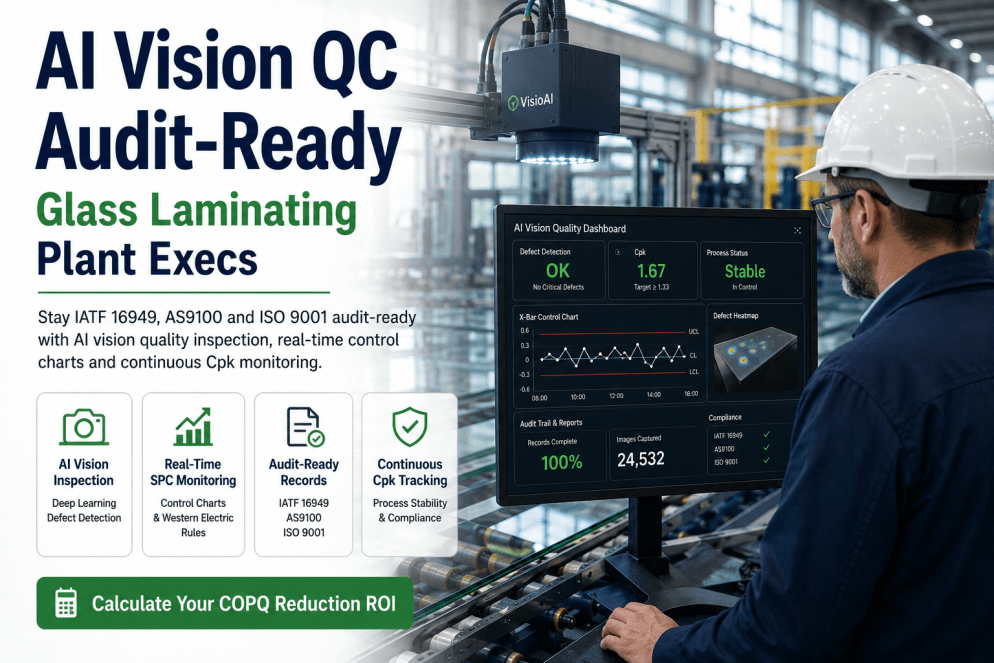
Yes. Adaptive SPC platforms generate full audit trails for every limit adjustment including the algorithm used, input data window, and rationale for the adjustment. This satisfies ISO 9001 and AS9100 requirements for statistical process control with appropriate justification for the control method employed. The platform maintains complete version history of limit model configurations for retrospective audit review.
Customers report yield improvements of two to eight percentage points within the first six to twelve months. The improvement comes from three sources: elimination of false-alarm-driven line stoppages recovering 3–5% of available production time, earlier detection of process drift preventing yield loss of 2–4% per drift event, and optimized control limits enabling tighter process operation that reduces variation-related rework.