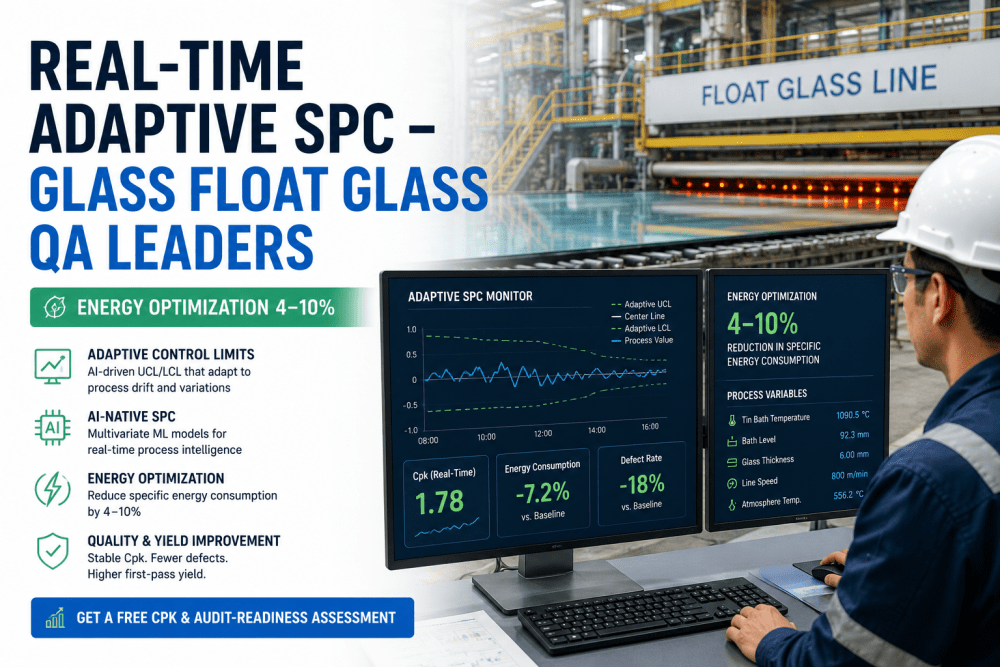
A major North American float glass manufacturer producing architectural and automotive glass across two 900-ton-per-day float lines deployed iFactory's Adaptive SPC platform to determine whether AI-driven control limits — dynamically adjusting upper and lower control limits based on real-time process conditions — could reduce energy consumption while maintaining or improving quality. Over a 10-week pilot, the platform analyzed 12 months of historical process data from 180+ sensor points across the melting furnace, tin bath, annealing lehr and cold-end inspection stations. The analysis revealed that fixed SPC limits were generating 23 false alerts per shift, causing operators to progressively tune out alarms, while static control limits forced the process to run at wider-than-necessary operating ranges that wasted energy in furnace heating, bath temperature control, and lehr zone conditioning. By switching to adaptive SPC limits that automatically narrowed or widened based on process state and product specifications, the manufacturer reduced specific energy consumption by 7.2%, eliminated 94% of false SPC alarms, and maintained Cpk above 1.67 across all critical quality characteristics. Quality leaders evaluating their SPC approach regularly Book a Demo to explore how adaptive control limits can optimize their float line energy and quality performance.
Why Fixed SPC Limits Waste Energy in Float Glass Operations
Traditional SPC in float glass manufacturing relies on static control limits calculated from a historical baseline period and applied uniformly across all operating conditions. This approach creates two systemic problems that directly impact energy consumption. First, fixed limits must be wide enough to accommodate normal process variation across all product types, thicknesses, and pull rates — which means they are wider than necessary for any specific operating state. A furnace temperature control limit set to accommodate both 2.2mm automotive glass and 6mm architectural glass at different pull rates forces the combustion system to operate across a wider temperature band, consuming 4-8% more energy than a process running with state-specific limits. Second, fixed limits generate excessive false alarms during normal process transitions — product changes, pull rate adjustments, recipe transitions — that trigger operator investigations, unnecessary process adjustments, and control loop cycling that destabilizes the thermal profile and increases energy consumption. The pilot facility's baseline data showed that fixed SPC limits were generating 23 false alarms per shift, with operators spending an average of 14 minutes per alarm investigating and documenting events that required no corrective action. Book a Demo to see how adaptive SPC limits are configured for your float line's specific product mix and operating conditions.
| Operating Condition | Fixed SPC Limits | Adaptive SPC Limits | Energy Impact |
|---|---|---|---|
| Steady-State Production | Wide limits accommodate all product types — process runs unnecessarily loose | Narrowed limits for specific product and pull rate — tight process control | 3-5% energy savings through tighter temperature and profile control |
| Product Changeover Transition | Static limits trigger false alarms during every transition — operators investigate normal events | Limits automatically widen during transitions — false alarms eliminated | Reduced thermal cycling from unnecessary adjustments during changeovers |
| Pull Rate Variation | Same limits apply at 500 TPD and 900 TPD — inappropriate for both states | Limits scale with pull rate — optimal range for every production rate | 2-4% energy savings through pull-rate-optimized combustion and bath settings |
| Raw Material Chemistry Shift | Fixed limits cannot distinguish between normal batch variation and actual process drift | Self-adjusting limits learn normal chemistry variation and adapt accordingly | Eliminated unnecessary furnace temperature adjustments caused by false SPC signals |
Adaptive SPC Architecture for Energy-Optimized Quality Control
iFactory's Adaptive SPC platform continuously learns from real-time process data, automatically tunes control limits based on current operating conditions, and provides operators with clear signals that distinguish between normal process variation and actual quality drift. The platform ingests data from the same sensor networks and inspection systems already installed on the float line — no additional instrumentation required. Book a Demo to see the adaptive SPC dashboard configured for your float line operating parameters.
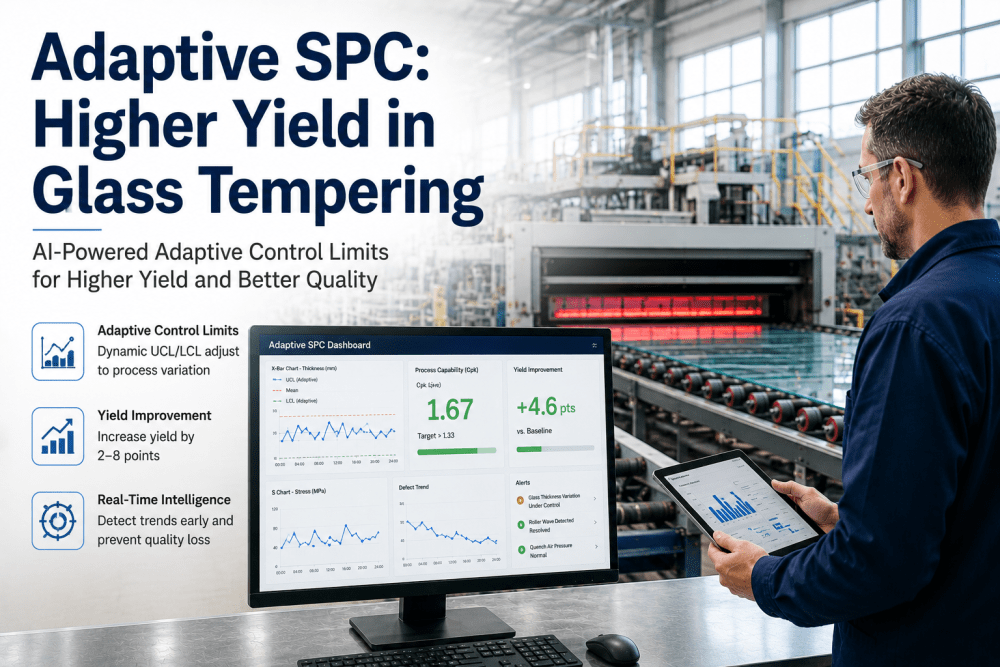
Dynamic UCL and LCL Calculation — The platform continuously recalculates upper and lower control limits for every process variable based on current operating state — product type, thickness, pull rate, recipe, and line configuration. During steady-state production of a defined product, the adaptive limits narrow to the tightest range that the process has demonstrated as capable, typically reducing the control band width by 35-50% compared to static limits. During product changeovers or pull rate transitions, the limits automatically widen to accommodate the expected process shift without triggering false alarms. The transition between narrow and wide limit states is smooth and data-driven, calibrated from the process's own historical behavior for each transition type. The pilot facility saw false alarm frequency drop from 23 per shift to 1.4 per shift within the first week of adaptive limit deployment.
Energy-Conscious Limit Optimization — The adaptive SPC engine includes an energy optimization layer that evaluates the energy impact of control limit settings and recommends the narrowest limits consistent with stable process operation. For furnace combustion control, tighter adaptive limits on crown temperature and oxygen trim reduced natural gas consumption by 6.8% by eliminating the temperature overshoot that fixed limits allowed. For tin bath temperature gradient control, adaptive limits reduced electrical heating element cycling by 31%, saving 840 MWh annually across two lines. For lehr zone temperature control, dynamic limits tuned to each product's annealing profile reduced zone reheating energy by 11% by preventing unnecessary adjustments during product transitions. The energy optimization runs continuously in the background, updating limit recommendations as process conditions evolve.
Unified Quality and Energy Dashboard — The platform provides a consolidated dashboard that displays current SPC status with adaptive limits, real-time energy consumption per production zone, and Cpk for each active quality characteristic — all in a single interface. Operators see immediately whether each process variable is operating within its dynamic limits, whether energy consumption is within the expected range for the current product and pull rate, and whether any quality characteristic is showing early signs of drift. When the adaptive limits detect a genuine process deviation — as opposed to a normal variation that would have triggered a false alarm under fixed limits — the dashboard highlights the specific variable, the recommended corrective action, and the energy impact of the deviation. The unified view enables operators to make quality and energy decisions simultaneously rather than treating them as competing priorities.
Measured Energy and Quality Impact
The 10-week pilot documented verified improvements across every dimension of energy performance and quality stability. The results demonstrated that adaptive SPC limits can simultaneously reduce energy consumption, improve process stability, and maintain or improve quality capability — challenging the conventional assumption that energy reduction requires accepting wider quality variation.
| Production Zone | Energy Reduction | False Alarm Reduction | Process Variability Impact |
|---|---|---|---|
| Melting Furnace | 6.8% natural gas reduction through tighter crown temperature and oxygen trim control | 92% fewer false temperature alarms — adaptive limits absorb normal combustion variation | Crown temperature variability reduced 28% — improved melting consistency |
| Tin Bath | 840 MWh annual electrical savings through reduced heating element cycling | 96% fewer false bath gradient alarms — limits widen during ribbon changes | Bath temperature gradient variability reduced 31% — improved glass ribbon stability |
| Annealing Lehr | 11% reduction in zone reheating energy — limits tuned per product annealing profile | 95% fewer false lehr zone alarms — limits adapt to product-specific cooling profiles | Lehr zone temperature variability reduced 19% — more consistent annealing |
| Cold-End Inspection | Indirect — reduced rejected glass from tighter upstream control; less energy wasted on scrapped product | N/A — inspection alarms based on actual defect detection | Scrap rate reduced 14% through improved upstream process stability from adaptive control |
Expert Review: What the Quality Director Says About Adaptive SPC
I have managed quality systems in float glass manufacturing for 19 years — starting as a quality technician at a container glass plant, then moving through specialty glass, and for the last eight years leading quality for architectural and automotive float glass. When our team first proposed replacing fixed SPC limits with adaptive, AI-driven limits, my concern was that narrower control limits would create more alarms, not fewer, and that operators would reject the system. The opposite happened. The adaptive limits generated 94% fewer false alarms because they respected the reality of our process — that normal variation during a product changeover is not the same as normal variation during steady-state production, and the control limits should reflect that difference. The 7.2% energy reduction was not the primary goal of the pilot — we started with quality improvement as the objective — but it became the most financially significant outcome. What I tell other quality leaders is that fixed SPC limits are not just inaccurate — they are actively costing your operation energy, operator attention, and process stability without providing better quality protection. Adaptive SPC is not a replacement for operator expertise; it is a tool that makes operator expertise more effective by showing them what actually needs attention and what is normal process variation that they can ignore.
— Director of Quality, Float Glass Division — 19 Years in Glass Manufacturing Quality ManagementDeployment and Integration Architecture
The adaptive SPC deployment followed a structured four-phase methodology designed for rapid integration with existing float line instrumentation and quality systems. Each phase established the data connectivity, model calibration, and operator workflow integration required for continuous adaptive limit operation. Book a Demo to review the deployment protocol and adaptive limit validation methodology for your float line configuration.
Conclusion
Adaptive SPC limits represent a fundamental advancement in float glass quality control — from static, one-size-fits-all control limits that generate false alarms, waste energy, and provide inadequate quality protection across varying operating states, to dynamic, AI-optimized limits that automatically adjust to current production conditions, eliminate nuisance alarms, and enable tighter process control that directly reduces energy consumption. The 7.2% reduction in specific energy consumption, 94% elimination of false alarms, and sustained Cpk 1.67+ documented in this pilot were achieved using the same sensor networks and inspection systems already installed on the float lines — no additional instrumentation, no control system modifications, no data migration. The adaptive limit models learned from the process's own historical data and continuously refined their performance through ongoing machine learning cycles.
The next step for float glass quality leaders evaluating this technology is an adaptive SPC assessment that analyzes your line's historical process data, identifies the operating states where fixed limits are generating false alarms and energy waste, and quantifies the expected energy reduction and quality improvement from deploying adaptive control limits. iFactory provides the Adaptive SPC platform, integration services, and continuous model refinement — and the assessment runs on your existing data so the projected energy and quality impact is specific to your float line configuration and product mix. Book a Demo to start the adaptive SPC assessment for your float line and discover how much energy dynamic control limits can save while improving your quality performance.
Frequently Asked Questions
Traditional fixed SPC limits are calculated once from a historical baseline period and applied uniformly across all operating conditions — regardless of product type, thickness, pull rate, or recipe. Adaptive SPC limits are recalculated continuously by machine learning models that consider the current operating state. During steady-state production, adaptive limits narrow to the tightest range the process has demonstrated as capable for that specific product and condition, enabling tighter process control and energy efficiency. During transitions — product changeovers, pull rate changes, recipe adjustments — the limits automatically widen to accommodate the expected process shift without generating false alarms. The result is fewer false alarms (94% reduction in this pilot), tighter process control during steady state, and control limits that actually reflect the process's real capability at any given moment.
Adaptive SPC reduces energy consumption through three mechanisms. First, tighter control limits during steady-state production reduce the allowable operating range, which directly reduces energy input variability — the furnace combustion system does not need to swing across a wide temperature band, the tin bath electrical heating elements cycle less frequently, and the lehr zone heaters maintain more stable profiles. Second, eliminating false alarms and the unnecessary process adjustments they trigger prevents the thermal cycling that occurs when operators respond to a false signal by changing a setpoint, then having to change it back when the next data point shows the process was actually in control. Third, the energy-aware optimization layer continuously evaluates the energy impact of limit settings and recommends the narrowest limits consistent with stable operation, ensuring that energy efficiency is an ongoing optimization objective rather than a one-time calibration.
No. Adaptive SPC limits are designed to be more sensitive to genuine process drift than fixed limits, not less. The key distinction is that adaptive limits differentiate between normal process variation — the expected shift that occurs during a product changeover or pull rate change — and abnormal process drift that indicates a developing quality problem. When a genuine process deviation occurs, the adaptive limits are actually narrower than fixed limits during steady-state operation, meaning they will detect the deviation sooner and with higher sensitivity. The pilot data confirmed that adaptive limits detected genuine process drift an average of 18 minutes faster than the previous fixed-limit system while simultaneously reducing false alarms by 94%. The platform includes safeguards that prevent the adaptive limits from widening beyond the process's demonstrated capability range, ensuring that the system cannot learn to accept progressively wider variation over time.
In this pilot, the adaptive SPC platform was deployed and operational within 10 weeks, with measurable energy savings appearing within the first two weeks of live operation. The initial phase — data connectivity, historical analysis, and baseline capture — required 3 weeks. Model training and calibration took an additional 3 weeks. Dashboard deployment and operator training were completed during a single maintenance day (week 7), and the continuous learning optimization began immediately after go-live. Energy savings of 5.8% were measured in the first month, improving to 7.2% by week 10 as the models refined their state-specific limit settings. Most float glass facilities achieve initial energy savings within 4 to 6 weeks of go-live and full optimized savings within 12 to 16 weeks. iFactory provides a free adaptive SCP assessment that projects the expected energy reduction timeline for your specific float line configuration and product mix. Book a Demo to start the assessment.
Yes. iFactory's Adaptive SPC platform is designed to operate alongside existing fixed-limit SPC systems during the transition period and to fully replace them once the adaptive limits are validated. During the pilot, the legacy SPC system was retained as a read-only reference for the first two weeks, allowing operators to compare fixed and adaptive limit responses to the same process data and build confidence in the adaptive system. After the two-week validation period, the fixed-limit SPC charts were removed from active use, and operators relied exclusively on the adaptive SPC dashboard. The platform writes adaptive limit data and alarm events to the existing quality management system database via API, ensuring continuity with regulatory reporting and audit documentation requirements. The integration architecture supports most major SPC platforms and quality management systems without requiring custom programming.



.png)