When the morning shift handover at a float glass plant includes a list of defects from the previous eight hours — bubbles, stones, tin pickup, ream — the incoming supervisor knows the real work is piecing together what caused those defects and whether the furnace settings need adjusting. By the time a root cause is found, hundreds of tonnes of glass have passed through the lehr, each tonne carrying an energy cost that can never be recovered. iFactory AI Vision Quality closes this gap with continuous inline defect detection and real-time energy correlation, giving shift supervisors the tool they need to reduce specific energy consumption by 4–10 %. Operations and quality leaders exploring this capability regularly Book a Demo to review the integration approach and expected outcomes.
The Inspection Challenge on Float Glass Lines
Manual visual inspection samples only 5–15 % of the glass ribbon. Defects found at the cold end have already consumed full melting and annealing energy — the energy spent producing that glass is gone. Without real-time digital defect data tied to furnace zone temperatures, tin bath conditions, or pull rates, supervisors cannot spot emerging defect patterns before they become rejects, and they cannot correlate quality events with energy consumption. The result is a persistent 4–10 % specific energy penalty that most plants accept as unavoidable.
Late Defect Discovery
Defects found at the cold end have already consumed full melting and annealing energy. Manual sampling means most defects go unseen until they reach the inspection station, with no chance to adjust furnace parameters in time to save energy or yield.
No Defect–Energy Correlation
Defect logs sit in spreadsheets disconnected from the DCS. Supervisors cannot link specific defect types — bubbles, stones, tin pickup — to furnace temperature deviations or tin bath atmosphere changes, leaving energy waste invisible and unaddressed.
Siloed Quality Data
Quality data, process data, and energy data live in separate systems. Supervisors spend hours per shift reconciling information from multiple sources rather than analysing trends and taking corrective action to reduce energy consumption.
How AI Vision Quality Works on the Float Line
iFactory AI Vision Quality addresses these challenges through a three-layer architecture that turns the float glass line into a self-optimising system. Each layer builds on the one before, creating a complete闭环 from defect detection to energy-saving process adjustment. Supervisors exploring this approach regularly Book a Demo to see the live dashboard and correlation engine.
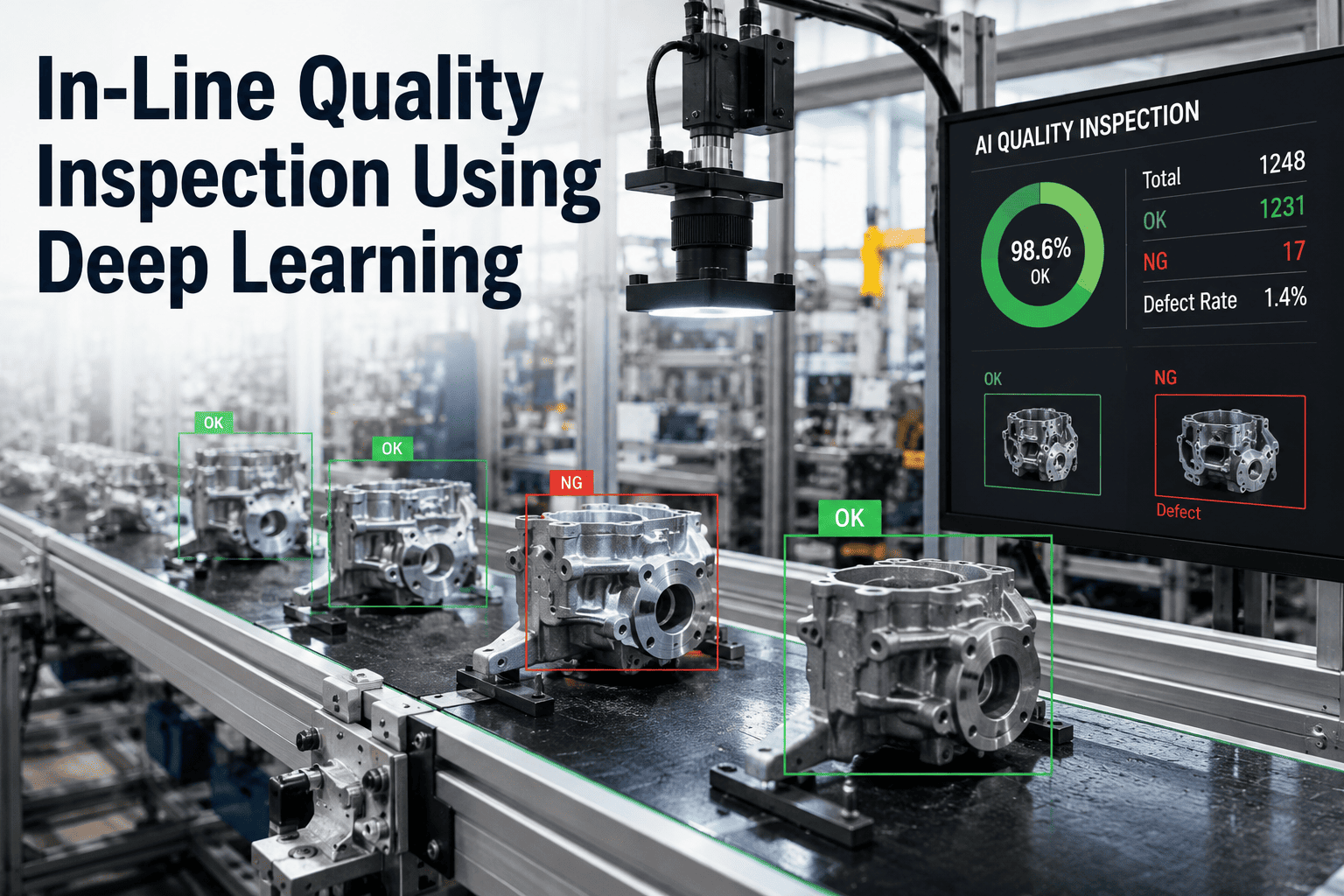
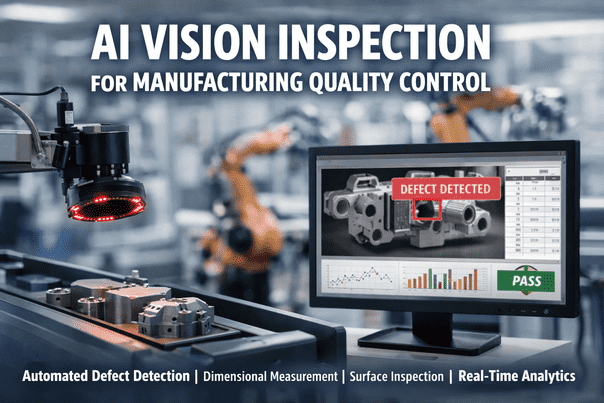
Multi-Spectral Inline Inspection — Camera arrays above the annealing lehr and at the cold end capture 100 % of the ribbon at full line speed. The deep-learning inference engine classifies every defect — bubbles, stones, tin pickup, ream, thickness bands, cord — by type, size, severity, and position, achieving a 98 % detection rate with fewer than 1 % false positives. Each defect is plotted on a live ribbon map visible from the control room or a tablet on the plant floor. The system does not require any production downtime for installation beyond a single scheduled outage.
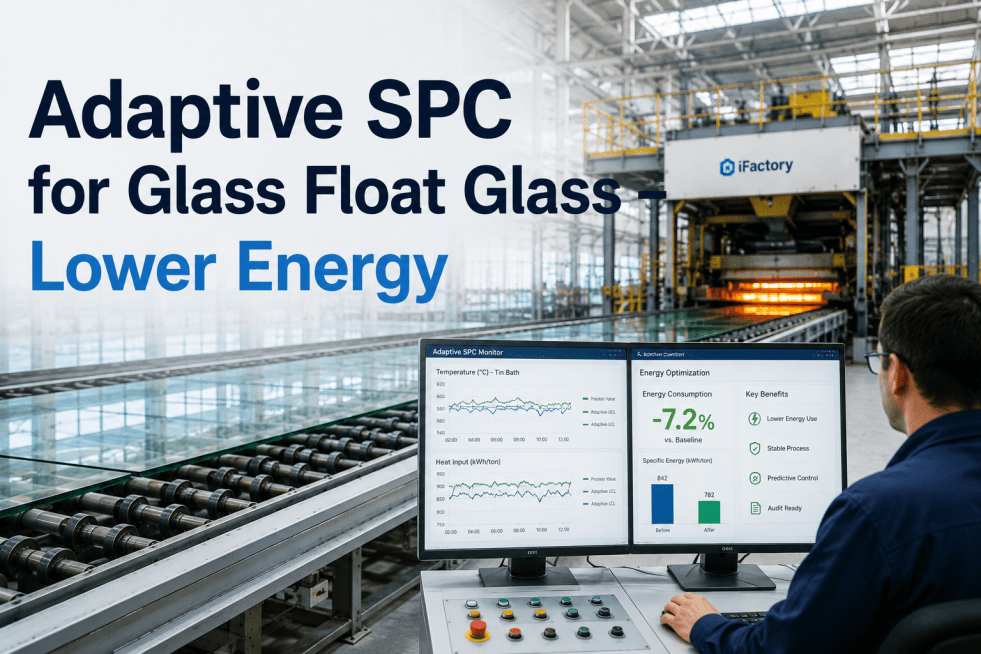
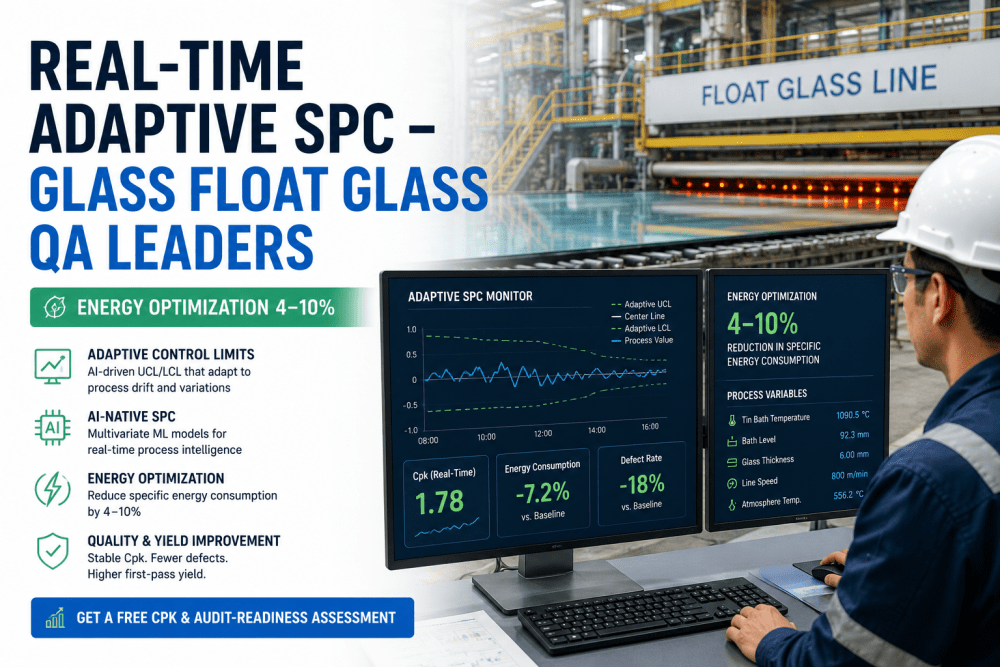
Real-Time Defect–Process Correlation — AI Vision Quality ingests data from your DCS or historian — furnace zone temperatures, tin bath atmosphere and temperature, lehr cooling curves, pull rate, batch composition — and links every defect event to the process state at the time the glass was formed. Supervisors receive energy impact scores per defect type: for example, a 5 °C increase in tin bath zone 2 temperature correlating with a 12 % rise in tin pickup defects and a 1.2 % increase in specific energy consumption. These correlations are continuously updated as the model learns from new data.
Closed-Loop Energy-Optimised Control — Using the discovered correlations, the engine generates adaptive set-point recommendations that balance quality and energy. Recommendations appear as an approval queue on the supervisor's dashboard — ranked by energy-saving potential — and can be sent to the DCS with a single tap. Typical recommendations include reducing furnace crown temperature by 3 °C when ream is trending below threshold, saving ~1.8 % specific energy, or decreasing tin bath zone temperature when pickup is absent, saving ~0.9 % specific energy.
Measurable Impact for Shift Supervisors
Within weeks of deploying AI Vision Quality, float glass plants document measurable improvements across every quality and energy metric. The comparison below illustrates the step change from traditional manual inspection to AI-powered vision quality.
| Metric | Before AI Vision | With iFactory AI Vision | Improvement |
|---|---|---|---|
| Defect Detection Coverage | 5–15 % (manual sampling) | 100 % inline | +85–95 pp |
| Time from Defect Onset to Alert | 60–120 minutes | < 2 minutes | 97 % faster |
| Specific Energy Consumption | Baseline (overfired) | 4–10 % reduction | Significant cost saving |
| Scrap / Rework Rate | 4–6 % | 2–4 % | Up to 15 % less scrap |
| Supervisor Data Reconciliation Time | > 3 hours / shift | < 30 minutes / shift | +2.5 h for improvement work |
| Annual Energy Cost (600 TPD furnace) | $13.1M baseline | Saves $785K+ per year | 6 % reduction |
"Before AI Vision, my shift was about fighting the last shift's fires — chasing defect reports, guessing at root causes, and hoping the furnace settings were right. Now I open the dashboard and see exactly where we stand: which defects are trending, what energy impact they represent, and precisely which furnace parameter to adjust. We hit our energy target for the first time in three years."
— Senior Shift Supervisor, Tier-1 Float Glass Producer, Europe
Conclusion
Float glass supervisors have long been caught between quality targets and energy budgets, forced to make decisions based on incomplete data. iFactory AI Vision Quality breaks this trade-off with 100 % inline defect detection, real-time defect–energy correlation and adaptive closed-loop control that optimises the process for both quality and energy simultaneously. For shift supervisors, this means less time chasing data and more time improving the process. For plant managers and energy directors, it means a measurable, verifiable reduction in specific energy consumption that delivers a compelling return on investment. Operations and quality leaders evaluating this technology are encouraged to Book a Demo to explore a pilot deployment tailored to their float glass line.
Frequently Asked Questions
No. AI Vision augments human inspectors by handling the repetitive high-volume task of inspecting 100 % of the ribbon at line speed. Inspectors are redeployed to higher-value activities — verifying AI classifications, investigating novel defect types, and performing physical quality tests that require human judgement. Most plants find that the combination of AI and human inspection achieves significantly better outcomes than either alone.
The deep-learning model is trained on the specific glass types produced on each line. When a recipe or thickness change occurs, the model adapts within minutes without requiring manual recalibration. For plants producing multiple glass types on the same line, the system maintains separate defect profiles for each product and switches seamlessly during product changeovers.
Yes. iFactory connects to any major DCS platform — Siemens, ABB, Honeywell, Emerson — and historians such as OSIsoft PI, AspenTech, and AVEVA via OPC UA or standard industrial APIs. The system reads furnace zone temperatures, tin bath parameters, pull rates, and lehr profiles to correlate defect events with process conditions and generate control recommendations.
Most plants observe measurable specific energy reduction within 4–8 weeks of deployment. Once the AI model has learned the baseline defect–energy correlations, the adaptive control recommendations typically achieve the full 4–10 % specific energy reduction within the first quarter. The platform tracks savings continuously and generates monthly energy reports for plant management.
Traditional machine vision uses rule-based algorithms that require manual tuning per glass type and struggle with novel or subtle defects. AI Vision Quality uses deep neural networks that continuously learn from new defect data, adapt to product changes, and — uniquely — correlate defect patterns to energy consumption, enabling process optimisation that standard vision systems cannot provide. The closed-loop adaptive control capability is exclusive to iFactory.