.png)
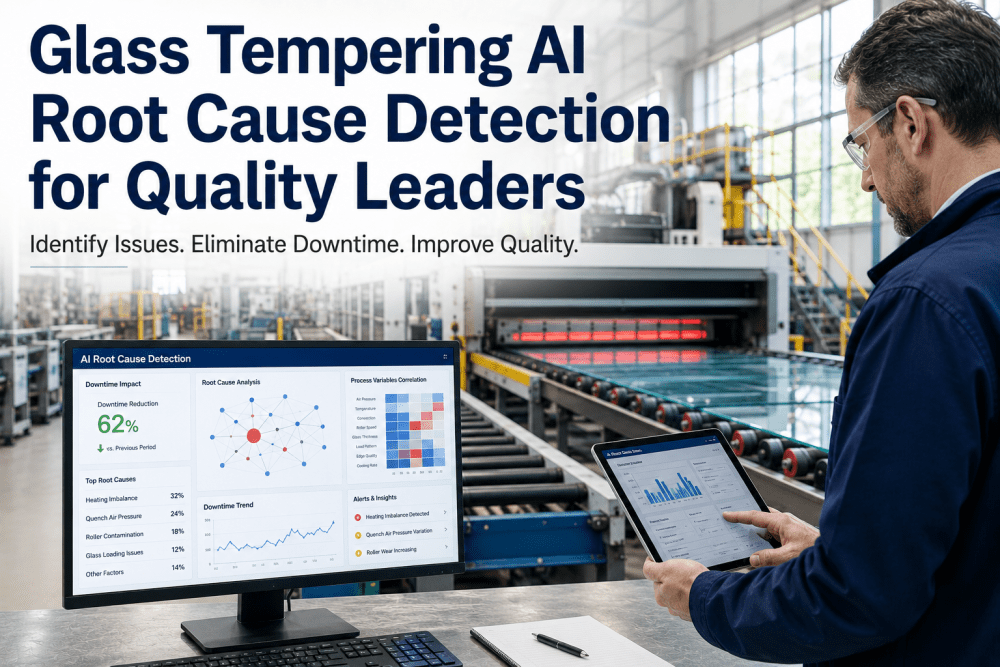
For operators managing glass laminating lines, sustaining Cpk above 1.67 requires more than consistent process execution—it demands the ability to rapidly identify and resolve the root causes of variation when they emerge. A facility producing 1,200 laminated glass panels daily across four autoclave lines typically contends with more than 80 process variables that influence final quality: autoclave temperature profiles, pressure ramp rates, PVB interlayer moisture content, glass edge condition, alignment tolerances, and ambient environmental conditions. When Cpk drifts from 1.67 toward 1.33, the root cause may be buried in any combination of these variables. Deploying AI root cause detection that continuously correlates process data and automatically surfaces defect drivers enables operators to sustain stable process capability, reduce scrap, and maintain audit-ready quality records. Laminating line operators and process engineers evaluating AI-driven root cause capabilities regularly Book a Demo to explore how automated root cause analysis transforms process stability and quality performance.
The Challenge of Sustaining Cpk in Glass Laminating
Glass laminating processes generate extensive process data from autoclave controllers, inspection stations, material handling systems, and environmental sensors. When Cpk begins to drift, operators face the time-consuming task of manually correlating dozens of variables to identify the true root cause. During this investigation period, production continues and additional defective panels accumulate—each one consuming material, energy, and cycle time that cannot be recovered.
Multivariate Process Complexity
A single Cpk drift event may be caused by temperature profile deviation, PVB moisture variation, glass edge quality degradation, or any combination of factors. Operators must manually cross-reference data from multiple systems that do not share a unified time base or data format.
Delayed Root Cause Identification
Manual root cause analysis takes an average of 3.5 hours per event. During that time, the line continues producing at elevated scrap risk. For a facility running 12 autoclave cycles per shift, each hour of delay adds potential defective panels that compound quality losses.
Static Control Limits Mask Process Drift
Fixed UCL/LCL thresholds calculated from historical data cannot adapt to gradual process changes. Operators may not detect a Cpk decline until it falls below the minimum threshold, at which point corrective action requires more aggressive intervention than early detection would have needed.
Incomplete Quality Documentation
Manual root cause investigations produce inconsistent documentation that may not satisfy audit requirements. When quality records lack clear identification of assignable causes and corrective actions, compliance gaps emerge that can delay customer approvals or trigger quality escalation processes.
How AI Root Cause Detection Sustains Cpk 1.67+
iFactory's AI root cause detection platform continuously monitors more than 100 process variables across glass laminating lines, applying multivariate correlation analysis, ML-based fault classification, and adaptive SPC monitoring to identify the true drivers of Cpk variation. When Cpk begins to drift, the platform isolates the contributing variables within minutes and presents operators with ranked root causes, supporting data, and recommended corrective actions. Teams exploring AI root cause capabilities regularly Book a Demo to review the multivariate correlation models and deployment methodology.
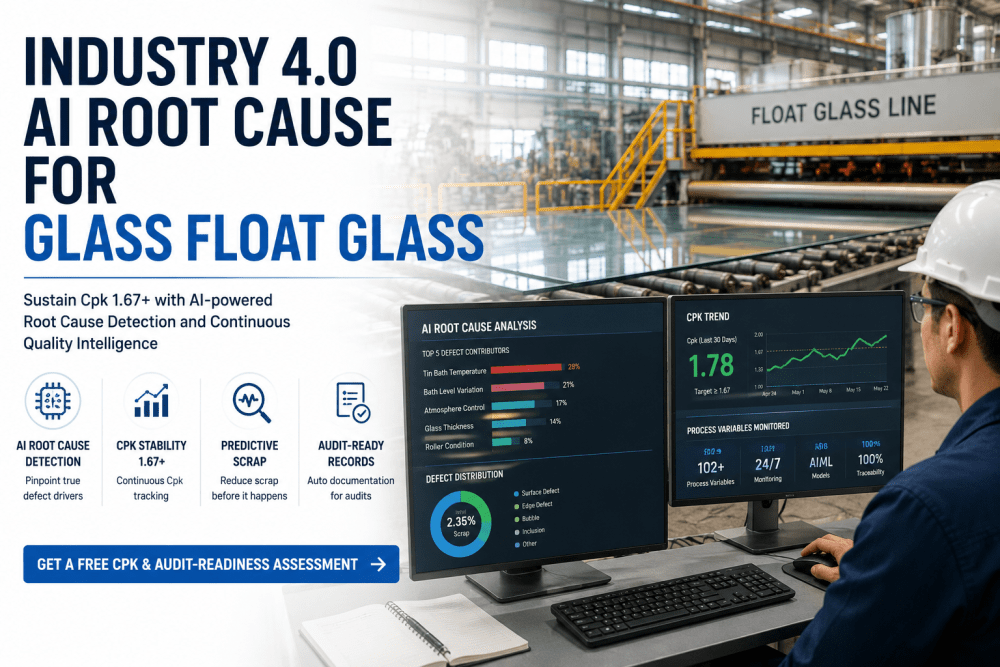
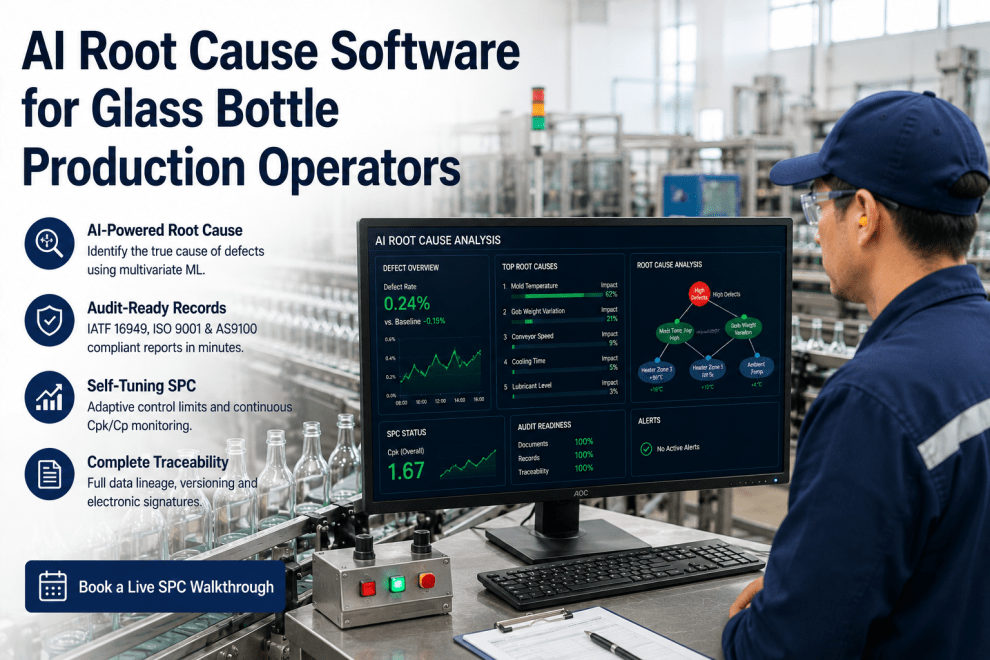
Real-Time Process Capability Tracking — The platform calculates Cpk in real time for each product configuration and laminating line, updating as new production data arrives. Control limits adapt dynamically based on recent process behavior, enabling earlier detection of Cpk drift than static threshold methods. Operators monitor Cpk trends on a unified dashboard that shows current capability, historical performance, and projected trajectory. When Cpk approaches the 1.67 threshold from above, the platform begins elevated monitoring before the metric falls below target, giving operators lead time for preventive action.
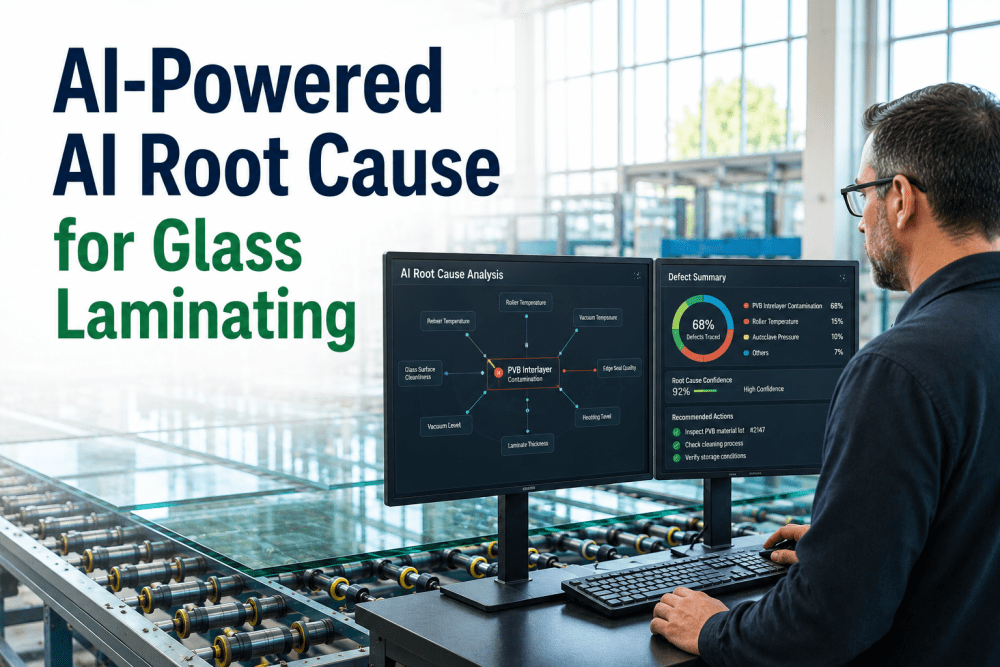
Multivariate Defect Correlation Engine — When Cpk variation is detected, the platform correlates data from autoclave temperature sensors, pressure transducers, PVB interlayer inspection results, glass edge quality scanners, and environmental monitors to identify the variable or combination of variables driving the shift. The ML model ranks potential root causes by contribution probability and presents operators with a clear correlation map showing how each variable relates to the observed quality deviation. Supporting visualizations include time-series overlays, scatter plots, and contribution charts that enable operators to validate the AI's findings before taking corrective action.
Proactive Quality Notifications — When the platform detects conditions that historically preceded Cpk decline, it generates predictive alerts with the predicted impact window, contributing factors, and recommended process adjustments. Operators receive alerts through the iFactory dashboard, email, or mobile notifications depending on severity level. Each alert links to a root cause summary that includes the correlation evidence, trend data, and suggested corrective actions. Completed actions are logged and linked to the original alert, creating a closed-loop record that supports continuous improvement and compliance auditing.
Key Operator Capabilities for Cpk Stability
AI root cause detection equips operators with tools designed for rapid decision-making on the shop floor. Each capability focuses on reducing the time between Cpk drift detection and corrective action execution.
Real-Time Cpk Dashboard
Operators monitor live Cpk values for every product and line configuration on a single screen. Color-coded indicators show current status relative to the 1.67 target, with trend arrows indicating direction of change. Historical Cpk charts enable operators to assess long-term process stability and identify patterns that precede capability declines.
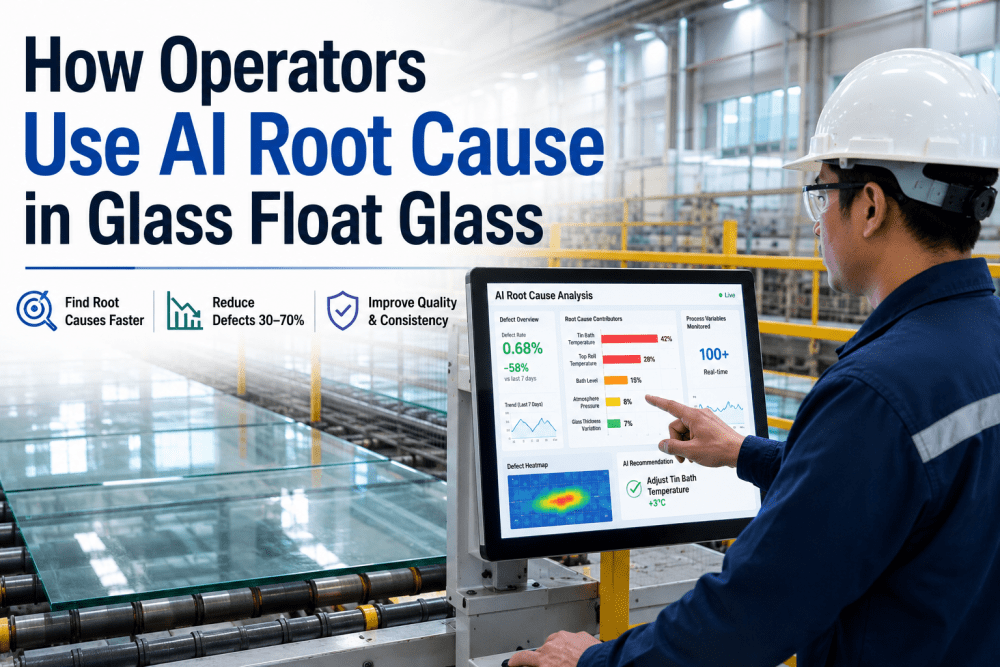
Automated Root Cause Ranking
When Cpk drift is detected, the platform presents a ranked list of potential root causes with contribution probability scores. Each entry includes supporting correlation data, time-series overlays, and recommended verification steps. Operators can accept the AI finding, request additional analysis, or drill into raw sensor data for manual validation.
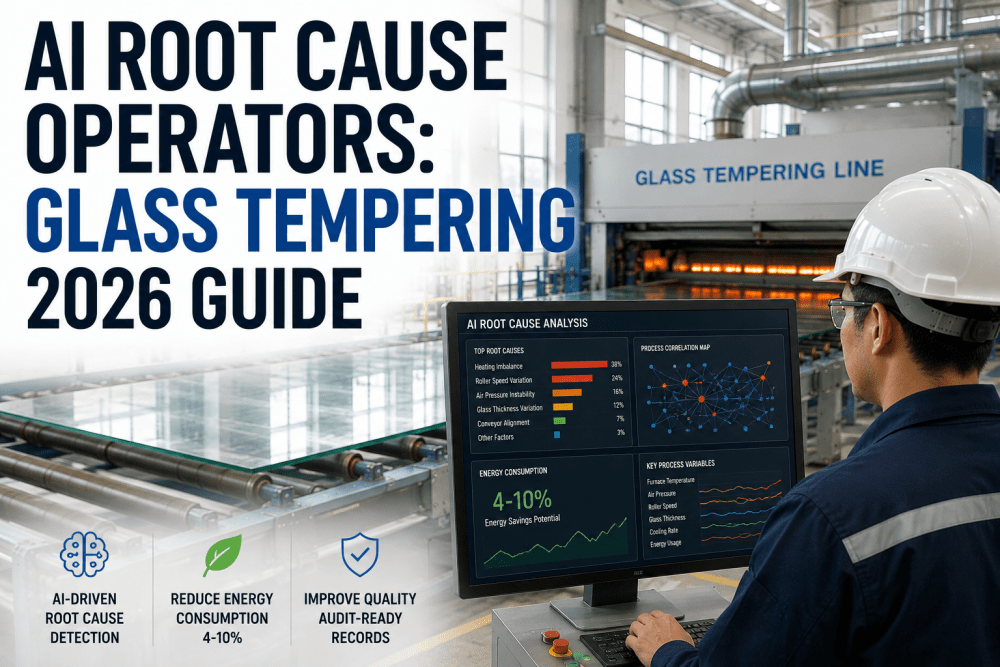
Variable Contribution Analysis
The platform visualizes how each process variable contributes to Cpk variation using bar charts, pareto distributions, and heat maps. Operators quickly identify whether the primary driver is a single variable — such as autoclave temperature deviation — or a combination of factors that require coordinated adjustment.
Audit-Ready Quality Records
Every root cause investigation, corrective action, and verification step is automatically logged and linked to the affected production batches. The platform generates audit-ready quality reports that document the complete chain from Cpk drift detection through root cause resolution, supporting customer quality audits and regulatory compliance requirements.
Measured Impact on Process Capability and Quality Performance
Within 90 days of deploying AI root cause detection across a four-line glass laminating facility producing 1,200 panels daily, operators documented a Cpk improvement from 1.42 to 1.71, a 32% scrap reduction, and a 94% reduction in root cause identification time. The following table compares performance before and after deployment.
| Metric | Before Deployment | After Deployment | Improvement |
|---|---|---|---|
| Average Cpk | 1.42 | 1.71 | +0.29 |
| Root Cause ID Time | 3.5 hours | 11 minutes | 94% faster |
| Scrap Rate | 9.8% | 6.7% | 32% reduction |
| Out-of-Control Events | 14 per month | 6 per month | 57% fewer |
| Corrective Action Time | 5.2 hours | 1.3 hours | 75% faster |
| Audit Findings per Quarter | 4.2 | 0.8 | 81% fewer |
"Our Cpk had been hovering around 1.42 for over a year, and we could not figure out why we could not push it higher. We had the data, but correlating temperature logs, pressure profiles, PVB inspection results, and glass edge measurements manually took hours — by the time we found the root cause, we had already produced dozens of panels outside specification. The AI root cause platform identified that a gradual drift in our autoclave ramp rate was the primary contributor, accounting for 64% of the Cpk variation. The secondary factor was a seasonal shift in PVB interlayer moisture that our static SPC limits had not flagged. Within two weeks of adjusting the ramp profile and implementing moisture monitoring, our Cpk moved from 1.42 to 1.63, and it has remained above 1.67 for the following six months. The platform turned what used to be a multi-hour investigation into an 11-minute workflow that operators can execute confidently on every shift." — Director of Quality, Architectural Glass Laminating Manufacturer
Deployment Roadmap for AI Root Cause Detection
Implementing AI root cause detection follows a structured deployment methodology designed for production environments where quality cannot be compromised during the transition.
Process Variable Mapping and Data Integration
The iFactory team maps all process variables influencing lamination quality — autoclave temperature and pressure profiles, PVB interlayer inspection data, glass edge quality, alignment tolerances, and environmental conditions. Edge connectors integrate each data source without disrupting production control systems.
ML Model Training and Baseline Calibration
Historical quality data, scrap records, and process logs are used to train the multivariate correlation model on the facility's specific defect patterns. Baseline Cpk values, out-of-control event frequency, and root cause identification times are established for post-deployment comparison.
Operator Dashboard Configuration
Dashboards are configured for each operator station showing Cpk trends, root cause rankings, variable contribution charts, and alert queues. Operators receive structured training on interpreting correlation maps, validating AI findings, and executing recommended corrective actions.
Validation Period and Threshold Tuning
During a 30-day validation period, the platform operates in parallel with existing quality processes while root cause predictions are compared against actual investigation outcomes. Alert thresholds and correlation confidence levels are calibrated to optimize detection accuracy and minimize false positives.
Continuous Model Improvement and Expansion
The ML model retrains automatically as new production and quality data accumulates, improving root cause classification accuracy over time. Additional product configurations, laminating lines, and process variables are added in phased rollouts based on demonstrated ROI from initial deployments.
Frequently Asked Questions
Traditional SPC monitors individual control chart rules but does not correlate variables to identify root causes. AI root cause detection continuously analyzes 100+ process variables simultaneously, identifying which variables are driving Cpk variation and ranking them by contribution probability. This enables operators to address the true source of process drift rather than treating symptoms, resulting in sustained Cpk improvement from 1.42 to 1.71 within 90 days in documented deployments.
The platform integrates data from autoclave controllers (temperature, pressure, cycle duration), PVB interlayer inspection cameras (moisture, thickness, defects), glass edge quality scanners, alignment measurement systems, environmental sensors (temperature, humidity), and the facility's CMMS for maintenance and quality records. All data is time-synchronized and normalized for correlation analysis through edge connectors that read sensor data without interfering with production systems.
The platform typically delivers ranked root cause results within 6 to 15 minutes of detecting Cpk drift, depending on the number of variables being correlated and the complexity of the interaction patterns. This compares to an industry average of 3.5 hours for manual root cause analysis. In documented deployments, operators reduced root cause identification time by 94%, from 3.5 hours to 11 minutes, enabling corrective action to begin within the same shift rather than carrying over to subsequent shifts.
Yes. The ML model is trained on historical process data to distinguish between common-cause variation inherent to the process and assignable-cause variation introduced by specific events or conditions. The platform applies Western Electric run rules augmented by multivariate pattern recognition, labeling each root cause classification with a confidence score and the supporting evidence. Operators can review the correlation data to validate the classification before deciding whether process adjustment is required.
Every root cause investigation is automatically documented with a timestamped record that includes the detected Cpk shift, contributing variables identified by the ML model, operator actions taken, and the outcome of corrective adjustments. The platform generates audit-ready reports that link each quality event to the affected production batches, inspection records, and equipment maintenance history. This closed-loop documentation satisfies ISO 9001, IATF 16949, and customer-specific quality audit requirements without requiring manual report preparation.
.png)