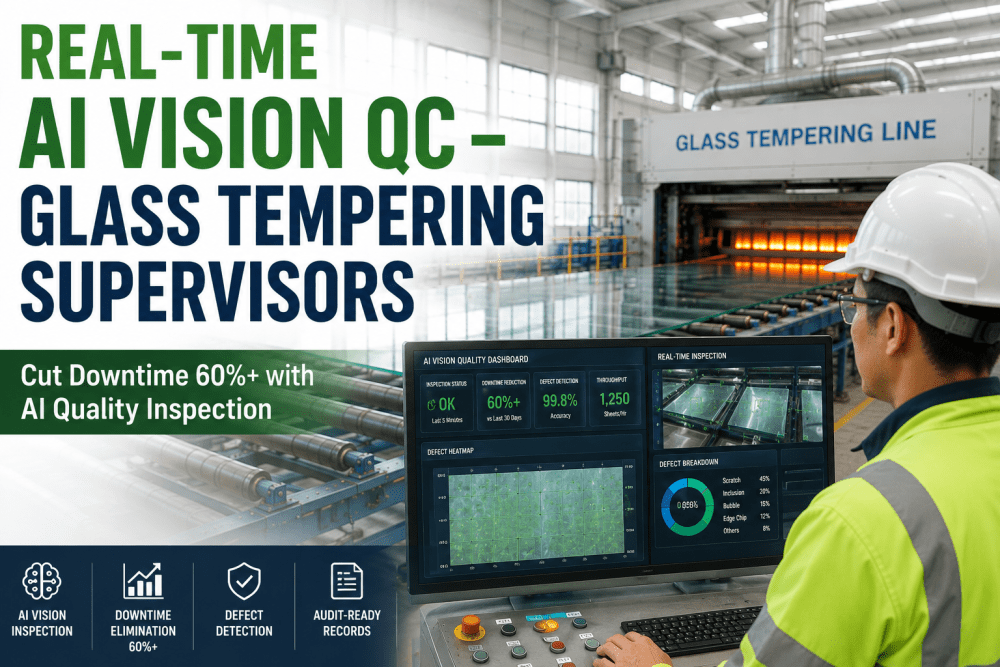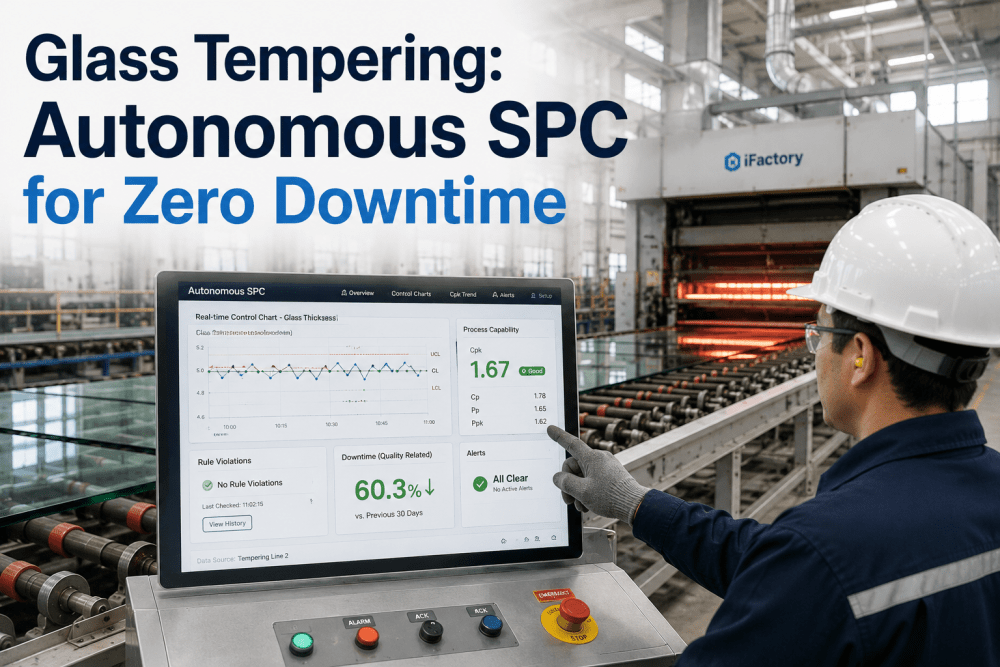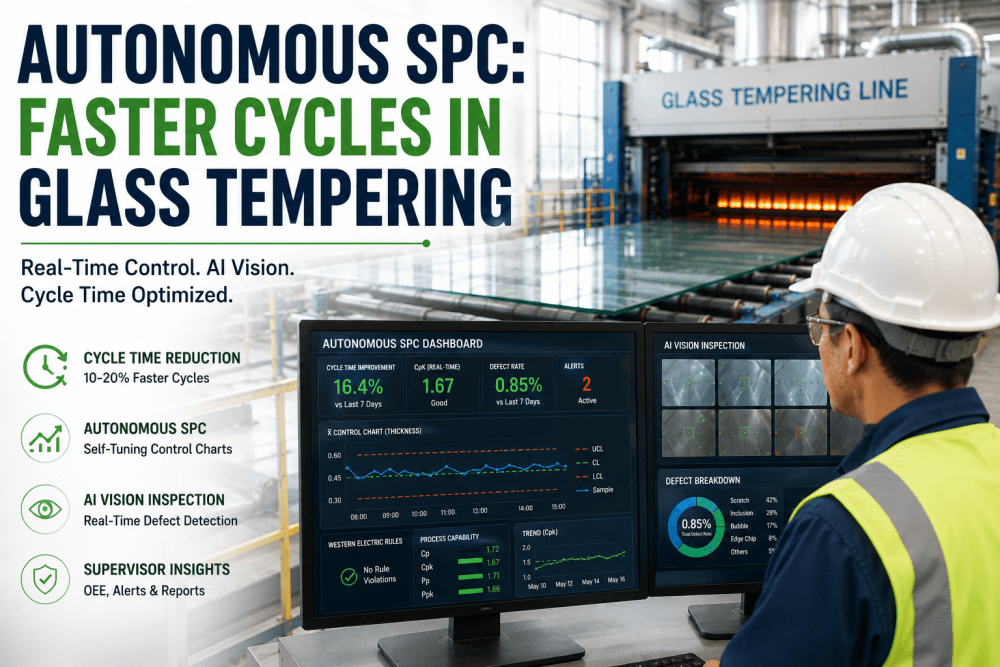
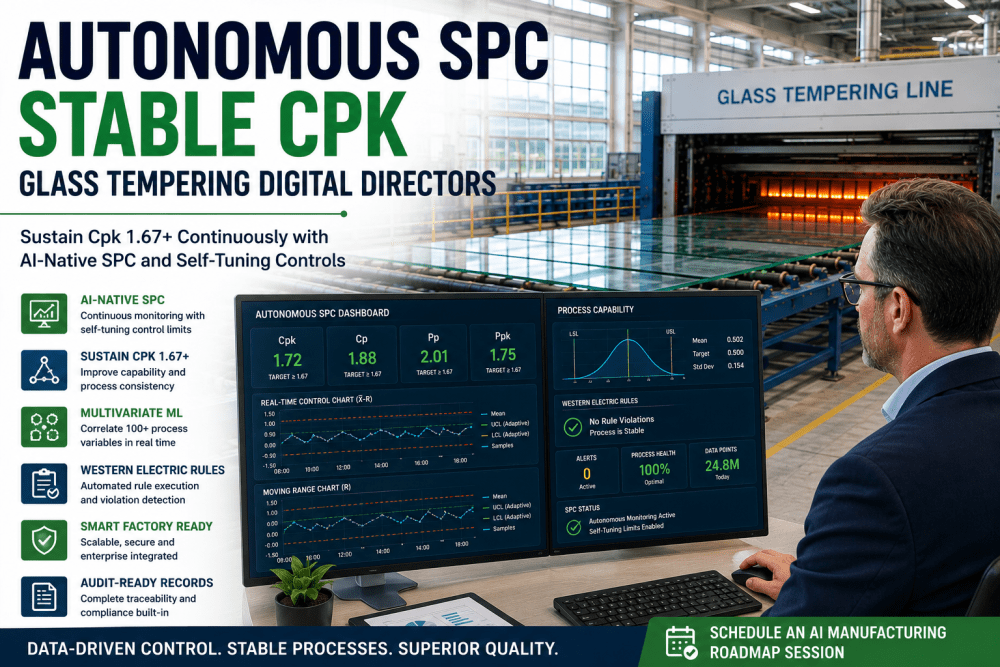
Glass tempering supervisors managing multi-furnace production lines and shift throughput targets face a persistent tension between cycle speed and quality consistency: accelerating furnace cycles risks defect generation, while conservative cycle settings leaves production capacity on the floor. Autonomous SPC resolves this tension by deploying self-tuning control charts that continuously apply Western Electric rules, monitor Cpk/Cp/Pp/Ppk in real time, and automatically adjust process parameters to maintain quality at higher line speeds. For tempering operations producing automotive glass, architectural panels, and specialty products, autonomous SPC delivers 10–20% cycle time reduction while sustaining or improving quality consistency — enabling supervisors to push throughput without pushing defect rates. iFactory's Autonomous SPC module integrates with existing furnace PLCs (Allen-Bradley, Siemens, Mitsubishi) through read-only OPC UA connectors, deploying self-tuning control charts on supervisor dashboards within a standard deployment timeline. Book a Demo to see how autonomous SPC accelerates cycles while maintaining quality on your tempering lines.
01 / The Cycle Time Challenge in Glass Tempering
Glass tempering supervisors face a fundamental operational trade-off: faster furnace cycles increase throughput but risk compromising glass quality, while slower cycles protect quality at the expense of production capacity. The root cause of this tension is that traditional SPC systems apply static control limits and fixed Western Electric rules regardless of the current production context — forcing supervisors to choose between conservative cycle settings (leaving throughput on the floor) or aggressive cycle settings (accepting elevated defect risk). Autonomous SPC breaks this trade-off by continuously adjusting control limits, rule sensitivity, and process parameter targets based on real-time quality feedback — enabling supervisors to operate at the optimal cycle speed for current conditions rather than the lowest common denominator speed. The result is a 10–20% cycle time reduction achieved not by sacrificing quality but by eliminating the hidden buffers that traditional SPC systems impose on glass tempering operations. Glass tempering supervisors exploring cycle time optimization Book a Demo to review how autonomous SPC applies self-tuning control charts to their specific furnace configurations and product mix.
Traditional SPC vs. Autonomous SPC for Cycle Time Optimization
| Aspect | Traditional SPC | Autonomous SPC |
|---|---|---|
| Control Limit Approach | Static UCL/LCL from initial capability study — limits remain fixed regardless of process drift, recipe changes, or material variation | Self-tuning limits that continuously adjust based on real-time process data, recipe parameters, and quality feedback — enabling optimal cycle speed for current conditions |
| Western Electric Rules | Manually configured per recipe — often skipped for short runs, leaving quality gaps; rules apply uniformly regardless of process state | Automatically applied and adjusted — rules sensitivity adapts to process stability, tightening during stable periods and relaxing during transitions to prevent false alarms |
| Capability Monitoring | Cpk/Cp/Pp/Ppk calculated retrospectively at shift end or run completion — too late for real-time cycle speed decisions | Continuous real-time capability tracking — supervisors see current Cpk on their dashboard and can adjust cycle speed with confidence that quality targets are being maintained |
| Cycle Speed Management | Supervisors set conservative cycle speeds based on worst-case conditions — sacrificing 10–20% throughput to avoid defect risk during process variation | Cycle speed optimized in real time — autonomous system adjusts furnace parameters (heating zone temps, conveyor speed, quench pressure) to maintain quality at higher throughput |
| Defect Detection | Reactive — defects detected after generation, often during downstream inspection; by then, multiple cycles of compromised glass exist | Proactive — the system predicts defect probability based on process parameter drift and alerts supervisors before quality limits are breached, enabling preventive adjustment |
| Supervisor Decision Support | Supervisors must interpret control charts manually, apply rules, calculate capability metrics, and decide on corrective actions — a skill-intensive process that varies by experience level | System provides actionable recommendations — when a parameter drift is detected, the dashboard shows the likely root cause, suggested corrective action, and projected impact on cycle time and quality |
02 / How Autonomous SPC Delivers Faster Cycles Without Quality Trade-Offs
Autonomous SPC achieves cycle time reduction through three interconnected capabilities — self-tuning control charts that adapt to process conditions, continuous capability monitoring that provides real-time quality confidence, and closed-loop parameter adjustment that maintains defect prevention at higher line speeds. Glass tempering supervisors exploring the technology Book a Demo to review how autonomous SPC applies these capabilities to their specific furnace configurations, product specifications, and throughput targets.
Self-tuning control charts form the foundation of autonomous SPC, eliminating the need for supervisors to manually configure control limits or Western Electric rules for each product recipe. The autonomous engine analyzes historical process data — typically 6–12 months of production records — to calculate initial limit parameters for each recipe and furnace zone. During live operation, the system continuously monitors process data streams and automatically adjusts control limit width, rule sensitivity, and signal thresholds based on current process stability, material variation, and environmental conditions. When the process is stable and centered, control limits tighten to provide maximum defect detection sensitivity, enabling supervisors to confidently run at faster cycle speeds knowing that the SPC system is operating at peak vigilance. When the process experiences expected variation — recipe warm-up, product changeover, batch-to-batch material differences — limits expand appropriately to prevent false alarms that would erode operator trust and slow production. This dynamic behavior allows supervisors to maintain faster average cycle speeds because the SPC system adapts to process conditions rather than forcing operations to the slowest common denominator.
Continuous capability monitoring provides supervisors with real-time visibility into Cpk, Cp, Pp, and Ppk metrics — updated with every production cycle rather than calculated retrospectively at shift end. This real-time capability feedback is the key enabler for cycle time optimization because it gives supervisors the confidence to push cycle speeds higher while maintaining quality targets. When a supervisor increases conveyor speed or reduces heating zone dwell time, the autonomous SPC system immediately reflects the impact on capability metrics — if Cpk remains above the target threshold (typically 1.33 or higher), the supervisor knows the faster cycle speed is sustainable. If Cpk begins to trend toward the minimum acceptable threshold, the system generates a proactive alert recommending a process adjustment or speed reduction before quality limits are breached. Over multiple production runs, the system learns the optimal cycle speed for each recipe and furnace configuration — building a data-driven model that predicts the maximum sustainable throughput for current conditions. This continuous learning enables progressive cycle time reduction as the system accumulates more operating data and refines its parameter optimization models, delivering the full 10–20% cycle time improvement within 8–12 weeks of deployment.
Closed-loop parameter adjustment is the most advanced autonomous SPC capability — enabling the system to automatically fine-tune furnace parameters in response to quality feedback without supervisor intervention. When the continuous capability monitoring detects that a parameter adjustment could enable faster cycle speed while maintaining quality targets, the system calculates the optimal parameter setpoint — heating zone temperature profile, conveyor speed, quench pressure — and either recommends the adjustment to the supervisor or applies it automatically based on configured authorization levels. For example, if the system detects that quench pressure is operating at 92% of capacity while glass stress uniformity measurements are well within specification, it may recommend reducing quench pressure and increasing conveyor speed to reduce cycle time while maintaining stress quality. The closed-loop system continuously optimizes across all controllable parameters, identifying multi-variable adjustments that a human supervisor would be unlikely to discover through manual analysis. Over time, the system builds a comprehensive process model for each recipe and product type that captures the optimal parameter combination for maximum throughput at target quality levels, enabling consistent achievement of 10–20% cycle time reduction across all production runs.
03 / Measured Business Impact — Cycle Time Optimization Results
Glass tempering operations deploying autonomous SPC have documented measurable improvements in cycle time, throughput, quality consistency, and OEE performance. Glass tempering supervisors evaluating the technology Book a Demo to review the full deployment results and projected impact for their specific furnace configurations and production targets.
04 / Deployment Roadmap — From Assessment to Autonomous Operation
The deployment follows a phased methodology designed for glass tempering environments, with parallel validation at each phase and continuous monitoring throughout. Glass tempering supervisors exploring autonomous SPC deployment Book a Demo to review the complete deployment roadmap and projected cycle time improvements for their specific tempering lines.
Expert Review — A Glass Tempering Supervisor's Perspective on Autonomous SPC
Conclusion — Autonomous SPC Enables Faster Cycles Without Quality Compromise
Glass tempering supervisors no longer need to choose between production speed and quality consistency. Autonomous SPC delivers 10–20% cycle time reduction through self-tuning control charts, real-time capability monitoring, and closed-loop parameter optimization — achieving faster production speeds while maintaining 99.2% quality conformance and improving Cpk by 15–25% within 90 days of deployment. The technology transforms the supervisor's role from manual control chart interpretation and reactive quality management to proactive process optimization supported by data-driven recommendations — enabling shift leaders to make faster, more confident decisions about cycle speed, furnace parameters, and quality trade-offs. The deployment process is structured and non-disruptive — five phases over 6–8 weeks with read-only OPC UA connectivity that requires no PLC reprogramming and carries zero risk to production operations. iFactory's Autonomous SPC module is purpose-built for glass tempering supervisors, integrating with existing furnace PLCs and delivering self-tuning control charts, real-time capability metrics, and actionable optimization recommendations through intuitive dashboards. The next step is a zero-commitment assessment that connects to your tempering line data and demonstrates autonomous SPC on your actual production parameters — giving you the data you need to evaluate the cycle time reduction potential for your specific operations. Book a Demo to start your autonomous SPC journey and discover how self-tuning control charts can accelerate cycles on your glass tempering line.

.png)
.png)