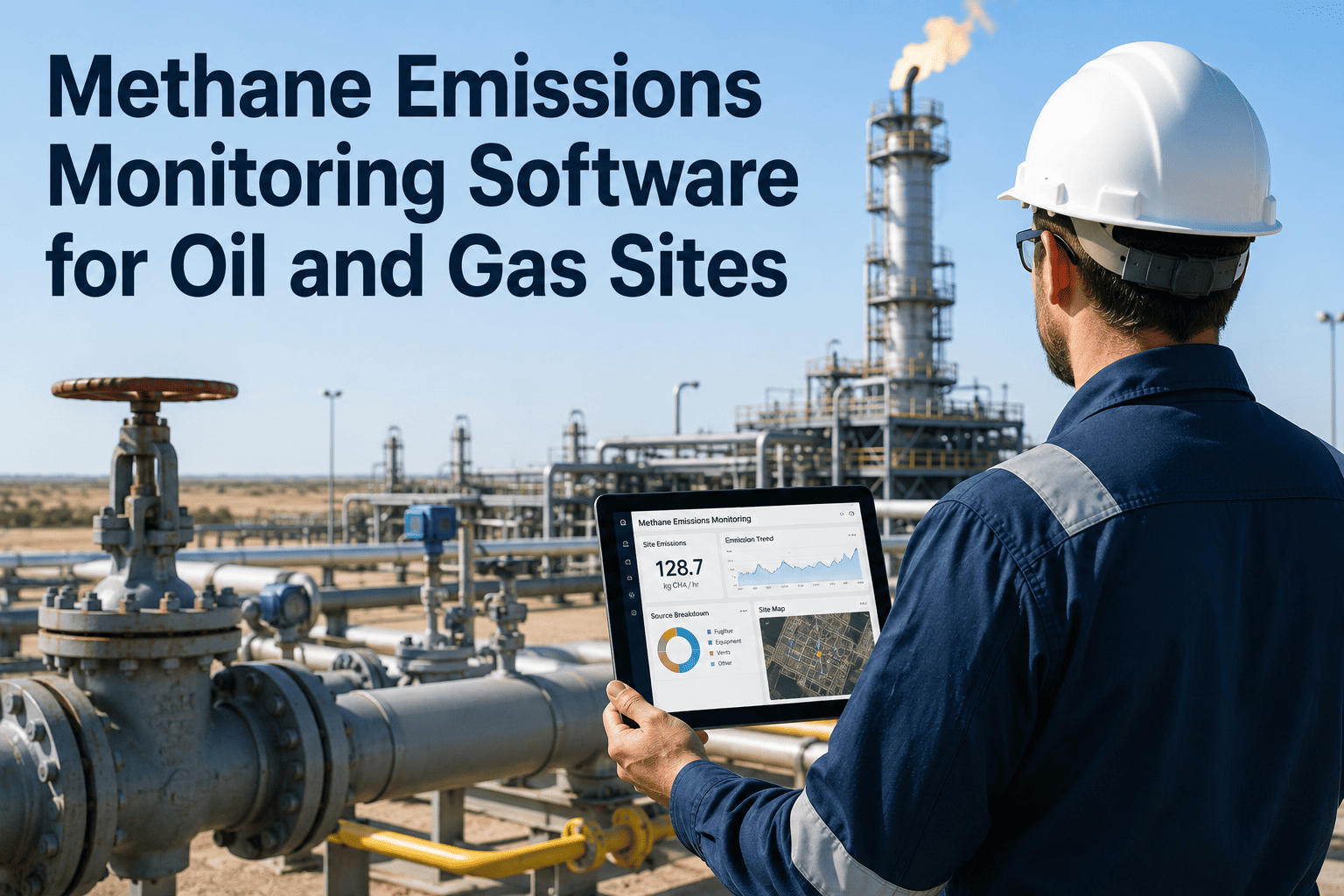
Sulfur Recovery Units are among the most environmentally critical process units in any refinery, converting toxic hydrogen sulfide from amine treating systems into elemental sulfur while maintaining emissions compliance under increasingly strict regulatory frameworks. A single SO2 exceedance event can trigger fines ranging from $50,000 to over $500,000 depending on jurisdiction, not counting the operational disruption of reducing crude throughput or shutting down upstream units to eliminate the H2S feed source. Yet most refineries monitor SRU performance through periodic lab analysis, single-point DCS alarms, and manual log reviews that provide snapshot visibility rather than continuous process intelligence. AI-powered performance analytics from iFactory continuously correlates thermal stage efficiency, catalytic converter performance, tail gas composition, and incinerator conditions to detect deviations before they become compliance events.
Sulfur Recovery Unit Performance Analytics: AI-Driven Monitoring for Compliance, Efficiency, and Reliability
iFactory delivers continuous process analytics across every stage of sulfur recovery — from acid gas feed through thermal combustion, catalytic conversion, condensation, tail gas treating, and incineration — giving SRU operators the early warning capability that periodic sampling and single-point alarms cannot provide.
The Claus Process Stage by Stage: Where AI Monitoring Identifies Hidden Efficiency Loss
Sulfur recovery through the Claus process is a multi-stage chain reaction where each stage sets the conditions for every stage that follows. The thermal reactor determines the initial H2S conversion and the H2S:SO2 ratio that catalytic stages must work with. Each catalytic converter depends on precise inlet temperature control to maintain reaction kinetics while avoiding sulfur condensation on the catalyst surface. Condensers between stages must remove sulfur efficiently without cooling the gas below the sulfur dew point of the next stage. When any single stage operates off its optimal window, the efficiency loss compounds through every downstream stage — but traditional monitoring systems evaluate each stage independently, missing the cascading effects that provide the earliest indication of developing problems.
Three Performance Indicators That Reveal Whether Your SRU Is Optimized or Drifting
Most SRU performance problems do not announce themselves through a single alarm — they develop gradually through the interaction of multiple parameters that individually remain within acceptable ranges but collectively indicate a unit that is no longer operating at its optimal efficiency point. iFactory tracks three composite performance indicators that capture the overall health of the sulfur recovery process more effectively than any single DCS measurement.
Emissions Risk Classification: Understanding Which SRU Deviations Put Your Permit at Risk
Not all SRU process deviations carry the same compliance consequence. Understanding the severity tier of each failure mode allows operations teams to prioritize response actions and allocate monitoring attention where it matters most for environmental compliance. iFactory classifies SRU deviations into three risk tiers based on their direct impact on stack emissions and permit compliance.
SRU Parameter Monitoring: Traditional DCS Alarms vs AI Process Analytics
The fundamental difference between traditional SRU monitoring and AI-driven analytics is not the data itself — both use the same instruments and measurements. The difference is in how the data is interpreted. DCS alarms evaluate each parameter against a fixed threshold independently. AI analytics evaluate parameters in the context of their interrelationships, operating conditions, and historical trends — identifying deviations that are invisible to threshold-based monitoring because no single parameter has crossed its alarm limit.
| SRU Parameter | What Deviation Reveals | Traditional DCS Monitoring | iFactory AI Analytics |
|---|---|---|---|
| H2S:SO2 Tail Gas Ratio | Stoichiometric balance of the Claus reaction — the single parameter that most directly determines sulfur recovery efficiency and stack emissions | Alarm if ratio exceeds fixed limits (typically 1.8:1 to 2.2:1) — no compensation for analyzer lag, feed changes, or transient upsets | Continuous ratio tracking with feed-forward compensation for acid gas composition changes and predictive air demand adjustment before ratio drifts |
| Converter Bed Temperature Differential | Temperature rise across each catalytic bed indicates reaction rate and catalyst activity — declining differential means declining conversion | Individual bed inlet and outlet temperature alarms — no calculation or trending of the differential that reveals catalyst degradation | Real-time differential calculation with per-stage conversion efficiency trending and catalyst remaining life projection |
| Condenser Outlet vs Dew Point | If condenser outlet temperature approaches sulfur dew point of the next stage, sulfur vapor carryover causes catalyst fouling | Fixed high-temperature alarm on condenser outlet — dew point calculation not performed in DCS, so alarm does not account for gas composition | Real-time sulfur dew point calculation based on actual gas composition with margin tracking to next-stage dew point |
| Thermal Furnace Temperature Profile | Furnace temperature directly controls thermal stage conversion — declining temperature indicates air supply or burner problems | Single-point temperature alarm at furnace outlet — no profile analysis or correlation with acid gas feed rate and composition | Temperature profile trending correlated with feed rate, combustion air flow, and burner status — deviation detected relative to expected performance curve |
| Incinerator Temperature Margin | Distance between actual incinerator temperature and 600C minimum — if margin disappears, H2S passes through to stack unburned | Low-temperature alarm at 600C — no prediction of whether temperature is trending toward the limit under current operating conditions | Rate-of-change monitoring with projection to minimum threshold — advance warning allows corrective action before margin reaches zero |
iFactory connects to your existing DCS and historian to provide continuous AI-driven monitoring across the complete sulfur recovery process — from acid gas feed through stack emissions. No new instrumentation required. Deployed in five weeks with historian integration completed in under seven days.
SRU Compliance Readiness: What AI Covers That Manual Systems Miss
Environmental compliance for sulfur recovery units requires continuous demonstration that the unit is operating within its permitted emissions envelope. Manual monitoring systems create compliance gaps because they cannot provide the continuous, correlated, auditable record that regulators expect during an investigation or audit. The following checklist shows the difference between what AI-powered analytics covers continuously and what facilities relying on manual systems typically discover only after an event has occurred.
Expert Perspective: Why Tail Gas Analyzer Reliability Is the Weakest Link in SRU Compliance
The fundamental problem with SRU compliance monitoring is that we have bet our entire permit compliance on a single tail gas analyzer that every SRU operator knows is unreliable. The analyzer measures H2S and SO2 in a hot, corrosive, sulfur-laden gas stream that fouls sample lines, poisons sensors, and drifts continuously. We calibrate it daily and it is still off by 10–20% within six hours of calibration. So we are controlling our air demand — the single most important variable for sulfur recovery — based on a measurement that we know is wrong. What iFactory does that changes this equation is cross-validate the analyzer reading against a mass balance calculation using flow meters and composition data that are far more reliable. When the analyzer says the ratio is 2.1:1 but the mass balance says it is actually 1.7:1, the system flags the discrepancy and operators know to trust the mass balance until the analyzer is recalibrated. That cross-validation capability alone probably prevents two to three exceedance events per year at our facility, because under the old system we would have been flying blind on ratio control for hours at a time without knowing it.
Frequently Asked Questions
iFactory's AI-driven process analytics platform gives your SRU operations team continuous visibility into H2S:SO2 ratio control, catalyst health, condenser performance, tail gas treating efficiency, and incinerator conditions — detecting the deviations that lead to SO2 exceedances before they reach your stack.