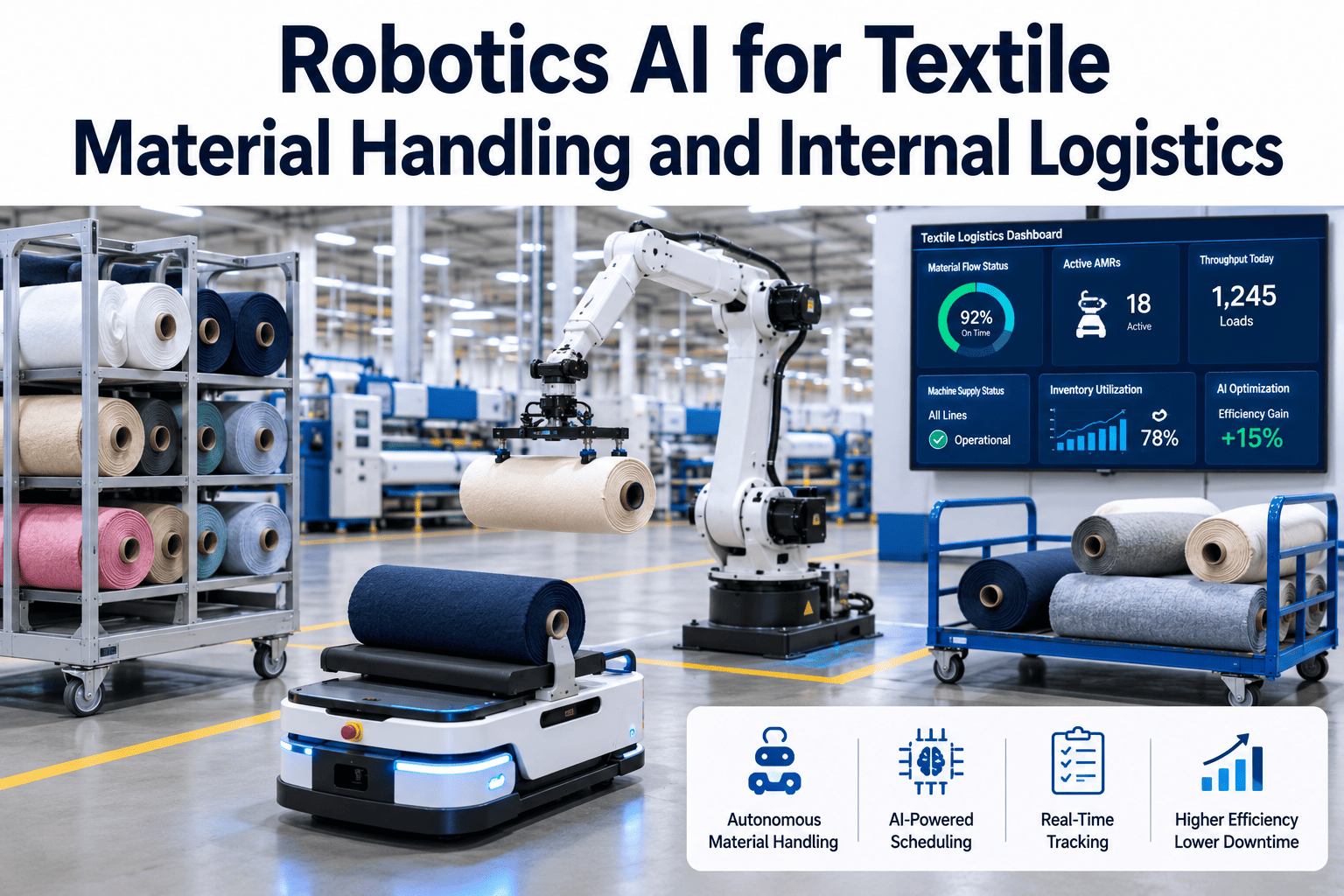
Intralogistics — the internal movement of materials between production stages — consumes 20 to 35 percent of total labor hours in a typical textile mill and represents one of the highest-ROI automation opportunities available today. Every kilogram of fiber, every bobbin, every cone, every warp beam, and every fabric roll must be transported between blowroom, carding, drawing, spinning, winding, warping, weaving, dyeing, finishing, and warehouse zones in a choreographed sequence that must not fail — because a stopped transport means a stopped production line. Manual transport using handcarts, pallet jacks, and forklifts introduces variability in delivery times, creates safety risks in congested aisles, and consumes labor that could be redeployed to quality-critical tasks. Automated guided vehicles (AGV) and autonomous mobile robots (AMR) have emerged as proven solutions for textile intralogistics, with over 500 mobile robot deployments across global textile facilities handling cans, bobbins, cones, beams, rolls, and pallets. AGVs follow fixed magnetic tape or wire paths with deterministic routing, while AMRs navigate freely using laser SLAM and vision-based perception to adapt to changing floor layouts. This guide covers the full spectrum of mobile robot technology for textile mills — AGV versus AMR comparison, navigation technologies, fleet sizing by mill type, deployment zone planning, total cost of ownership analysis, and a practical implementation roadmap for moving from manual to automated intralogistics.
Plan Your Mobile Robot Fleet — Book a 30-Minute Intralogistics Assessment
iFactory's automation team has designed AGV and AMR deployments for spinning, weaving, and finishing mills across 15 countries. Get a free fleet sizing analysis, technology recommendation, and investment estimate for your facility.
AGV vs AMR: Which Mobile Robot Technology Fits Your Textile Mill?
AGVs and AMRs serve the same purpose — autonomous material transport — but differ fundamentally in navigation, flexibility, cost, and scalability. The right choice depends on your mill layout stability, traffic complexity, expansion plans, and integration requirements. The comparison below evaluates both technologies across eight decision-critical dimensions.
Four Navigation Technologies Powering Textile Mill AGVs and AMRs
The navigation system is the single most important technology decision in a mobile robot deployment. Each approach balances accuracy, infrastructure cost, flexibility, and environmental robustness differently. Textile mills present unique challenges — cotton dust, high humidity, variable lighting, narrow aisles, and metal rack interference — that make some technologies more suitable than others for specific mill zones.
Need Help Choosing the Right Navigation Technology?
iFactory evaluates your mill floor conditions, traffic patterns, and expansion plans to recommend the optimal navigation approach. Schedule a free 30-minute consultation with our intralogistics engineering team.
Fleet Size Calculator: How Many Mobile Robots Does Your Mill Need?
The number of AGVs or AMRs required for a textile mill depends on four variables: total transport distance per shift, average vehicle speed, payload per trip, and material volume per shift. The table below provides validated fleet size estimates for common mill configurations based on iFactory deployment data across 30-plus textile facilities. These estimates assume 85 percent vehicle utilization, two-shift operation, and average transport distances typical for each mill type.
Mill Zone Deployment: Where AGVs and AMRs Operate on the Textile Floor
A textile mill floor is divided into operational zones that present different requirements for mobile robot navigation, safety, and material handling. Each zone has specific floor conditions, traffic density, payload types, and safety constraints that influence vehicle selection, navigation technology, and deployment rules. The following zones represent the standard areas where AGVs and AMRs are deployed in spinning and weaving mills.
Total Cost of Ownership: AGV and AMR Fleet Economics Compared
The total cost of ownership for a mobile robot fleet includes vehicle acquisition, navigation infrastructure, fleet management software, installation, maintenance, battery replacement, and integration labor. The table below presents a five-year TCO comparison for AGV versus AMR fleets across four common textile mill configurations, including annual savings from labor reduction and productivity gains validated by iFactory deployment data.
| Mill Configuration | Robot Type | Fleet Size | 5-Year TCO | Annual Savings | Net 5-Year ROI |
|---|---|---|---|---|---|
| 25K Spindle Spinning | AGV | 3 vehicles | $210K | $85K | 202% |
| 25K Spindle Spinning | AMR | 4 vehicles | $290K | $95K | 164% |
| 200 Loom Weaving | AGV | 5 vehicles | $375K | $130K | 173% |
| 200 Loom Weaving | AMR | 6 vehicles | $510K | $155K | 152% |
| Composite Mill | AGV | 10 vehicles | $720K | $280K | 194% |
| Composite Mill | AMR | 12 vehicles | $980K | $340K | 174% |
| OE Rotor Mill | AGV | 2 vehicles | $145K | $60K | 207% |
| OE Rotor Mill | AMR | 3 vehicles | $215K | $70K | 163% |
AGV and AMR Textile Intralogistics: Frequently Asked Questions
How long does it take to deploy an AGV or AMR fleet in an operating textile mill?
AGV deployment typically requires 8 to 14 weeks from contract to production operation, including floor preparation, tape or wire installation, vehicle commissioning, traffic logic programming, and operator training. AMR deployment is faster at 4 to 8 weeks because no floor modifications are needed — the vehicles map the facility in 8 to 24 hours and can begin trial operations immediately after mapping. Both timelines assume single-vehicle pilot deployment followed by phased fleet expansion. Live production deployment is typically scheduled during planned maintenance windows to avoid disrupting ongoing production.
Can AGVs and AMRs operate safely alongside human workers in narrow textile aisles?
Yes, modern mobile robots are equipped with multiple safety features specifically designed for mixed-traffic environments. Every AGV and AMR includes laser safety scanners that create a 360-degree protective field around the vehicle — if a person or obstacle enters the field, the vehicle stops immediately. Additional safety features include audible alarms, flashing LED indicators, slow-down zones near pedestrian crossings, and speed limiting in narrow aisles. Most textile mill deployments operate robots at reduced speed (0.5 to 1.0 m/s) in worker-occupied zones and full speed (1.5 to 2.0 m/s) in dedicated robot corridors. ISO 3691-4 safety certification is standard for all industrial mobile robots.
What is the typical maintenance requirement for a mobile robot fleet in a textile mill?
Each mobile robot requires 1 to 2 hours of preventive maintenance per month, covering battery health checks, wheel and caster inspection, sensor lens cleaning, laser scanner calibration verification, and software updates. The textile environment accelerates certain maintenance tasks — cotton dust accumulation on optical sensors requires weekly cleaning in spinning departments versus monthly in weaving and warehouse zones. Battery replacement is typically needed every 3 to 5 years depending on charge cycles, costing $3,000 to $6,000 per vehicle. Most fleet management software includes predictive maintenance alerts that schedule service based on actual vehicle usage hours rather than calendar intervals, reducing unplanned downtime by 40 to 60 percent compared to fixed-interval maintenance.
How do AGVs and AMRs interface with the mill's MES and ERP systems for task assignment?
Mobile robots connect to the MES through a fleet management server that acts as the integration middleware. The MES sends transport requests to the fleet manager via REST API, OPC UA, or MQTT — for example, "transport 12 cone packages from winding machine 5 to packing station 3." The fleet manager assigns the task to the nearest available vehicle, monitors execution, and confirms completion back to the MES with timestamp and vehicle ID. This bidirectional integration enables the MES to track material location in real time, optimize vehicle dispatch based on production priorities, and automatically trigger new transport requests when production milestones are completed. ERP integration is typically limited to receiving transport task data for labor cost allocation and production reporting, with direct robot-to-ERP communication rarely needed.
What happens to production if an AGV or AMR breaks down during a shift?
Fleet-based deployments include built-in redundancy — if one vehicle fails, the fleet manager automatically reassigns its pending tasks to the nearest available vehicle. AMR fleets handle this more gracefully than AGVs because any AMR can serve any task without path restrictions. For a fleet of three or more vehicles, production impact from a single vehicle failure is typically 10 to 20 percent throughput reduction rather than a complete stop. Mills deploying mobile robots should maintain one spare vehicle per five active vehicles as a redundancy buffer. Additionally, the fleet manager provides a real-time dashboard showing vehicle health, battery status, and task queues so maintenance teams can proactively replace a degraded vehicle before failure. Manual backup procedures using handcarts or forklifts should be documented and trained for the highest-criticality transport routes.
Ready to Automate Your Mill Intralogistics? Schedule a Fleet Design Session
iFactory's intralogistics engineers will conduct a site assessment, model your material flows, size your robot fleet, and deliver a complete investment proposal with technology recommendation, deployment timeline, and projected ROI — all within two weeks of your initial consultation.