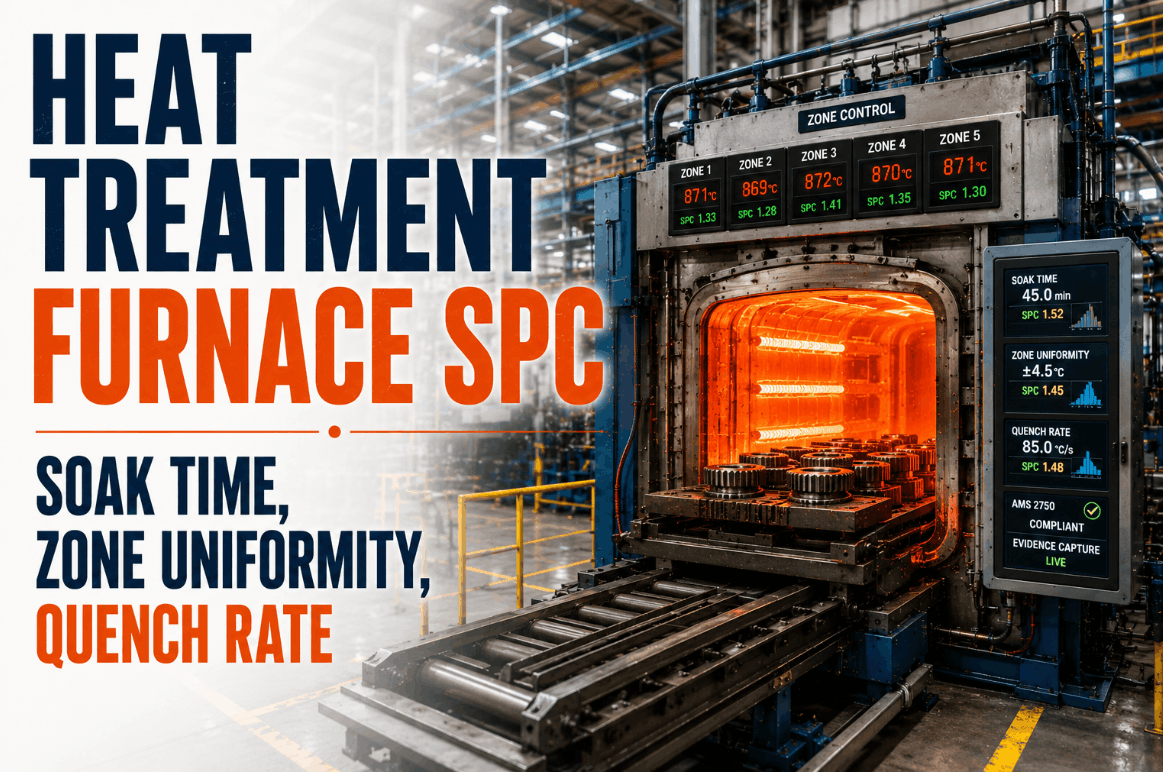
Modern heat treatment operations demand more than batch pyrometry logs and manual Cpk reviews. For Heat Treat Quality Leads managing AMS 2750-compliant furnaces — whether atmosphere, vacuum, or salt bath — the margin between a Class 1 qualification and a costly scrap event often comes down to three variables: soak time consistency, zone-to-zone temperature uniformity, and quench rate precision. iFactory AI's heat-treatment furnace connector puts live SPC on all three, synchronizes recipes in real time, and builds AMS 2750 evidence automatically — so your team catches drift before it becomes a nonconformance. Book a Demo to see how iFactory AI connects directly to your heat treat furnace control system.
Live SPC for Soak Time, Zone Uniformity & Quench Rate
iFactory AI connects directly to your heat treat furnace controllers — delivering real-time Cpk monitoring, AMS 2750 evidence generation, and recipe synchronization across every zone and every cycle.
Why Statistical Process Control Is Non-Negotiable in Heat Treatment
Heat treatment is not a value-add step — it is a material transformation step. Hardness, microstructure, residual stress, and fatigue life are all determined inside the furnace. When process parameters drift even modestly, the effects are invisible to the eye and undetectable without destructive testing — until a part fails in the field or a customer audit uncovers a systemic nonconformance.
Traditional approaches rely on periodic temperature uniformity surveys (TUS), system accuracy tests (SAT), and paper-based batch records to demonstrate AMS 2750 compliance. These snapshots capture process state at one moment in time. They do not detect gradual thermocouple degradation, element resistance drift, or quench media aging between surveys. SPC applied continuously to live furnace signals bridges that gap — and iFactory AI's heat-treatment connector is purpose-built for exactly that mission.
The Three Parameters That Determine Heat Treat Quality — And How to Control Them
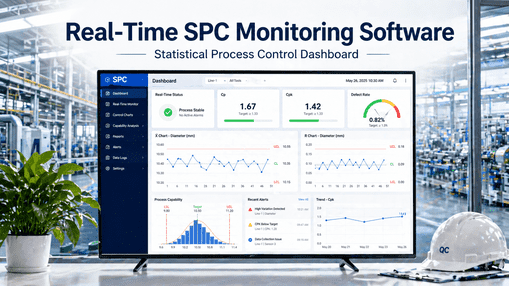
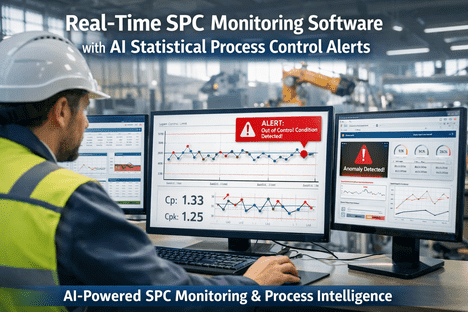
Every heat treat process has three variables that collectively determine whether a load meets specification. iFactory AI monitors all three with live control charts, real-time Cpk, and automated alerting before a parameter crosses its control limit.
Soak Time Precision
Soak time — the duration a load holds at set-point temperature — governs carbide dissolution, austenitization completeness, and homogenization in alloy steels. Too short, and hardness falls short of spec. Too long, and grain coarsening degrades toughness. iFactory AI monitors actual soak time against recipe tolerance on every cycle, plots Xbar-R and individuals charts in real time, and flags any cycle where soak time Cpk falls below your defined threshold before the next load is charged.
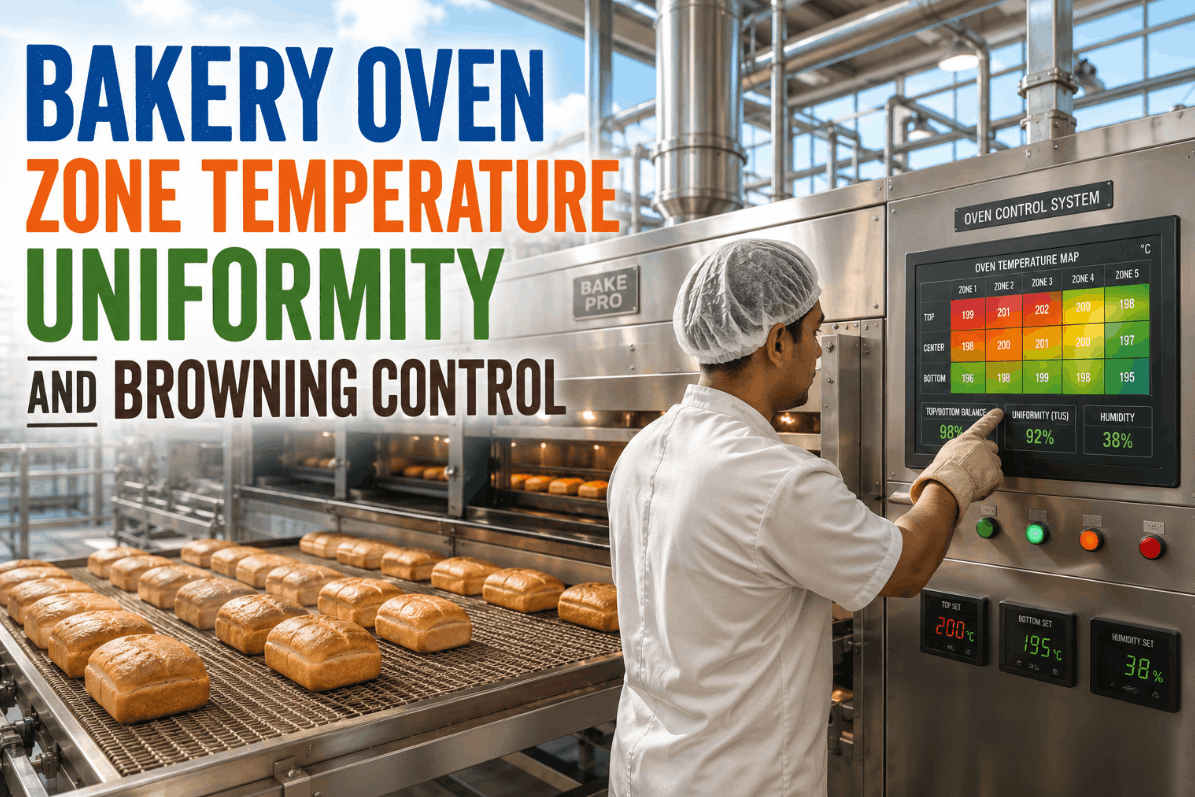
Zone Temperature Uniformity
Multi-zone furnaces develop non-uniform temperature profiles as heating elements age unevenly, refractory deteriorates, or load geometry changes airflow patterns. AMS 2750 mandates temperature uniformity surveys — but a quarterly or semi-annual TUS cannot detect the progressive drift that happens between surveys. iFactory AI aggregates all zone thermocouple readings into a live uniformity index, calculates zone-to-zone delta against your Class 1, 2, or 3 classification tolerance, and generates SPC trend data that pre-empts TUS failures.
Quench Rate Control
Quench rate is the most mechanically consequential variable in hardening operations. Insufficient quench severity produces soft spots and inadequate case depth. Excessive severity causes distortion or quench cracking. For aerospace and automotive critical parts, quench rate Cpk is a direct customer requirement. iFactory AI captures quench probe temperatures at high-frequency intervals, computes actual cooling rates across the critical transformation range (typically 1600°F–400°F for steel), and maintains a continuous Cpk record against your approved process window for every load.
Building AMS 2750 Evidence Automatically — Every Cycle, Every Furnace
AMS 2750 compliance documentation is one of the most labor-intensive responsibilities a Heat Treat Quality Lead carries. Manually compiling cycle records, TUS reports, SAT logs, and calibration certificates for Nadcap audits consumes hours per audit cycle — and manual records carry inherent transcription risk.
iFactory AI's heat-treatment connector builds AMS 2750 evidence in real time as each cycle runs. Every parameter — setpoint, actual temperature per zone, soak duration, quench profile, thermocouple calibration status, and operator ID — is captured, time-stamped, and linked to the specific load number and alloy specification. When a Nadcap auditor or customer representative requests evidence, the record is already complete. Book a Demo to see live AMS 2750 record generation in action.
How iFactory AI Connects to Your Heat Treatment Furnace Infrastructure
Heat treat shops run a wide variety of control platforms — from modern Honeywell HC900 and Eurotherm Nanodac controllers to legacy Barber-Colman and older Yokogawa hardware. iFactory AI's furnace connector is designed to integrate with the actual equipment on your floor today, not a hypothetical greenfield installation.
Furnace Controller Connection
iFactory AI connects to furnace controllers via OPC UA, Modbus TCP, EtherNet/IP, or RS-485 serial bridge — covering Eurotherm, Honeywell, Yokogawa, Siemens, and legacy analog controllers retrofitted with signal acquisition modules.
Live Data Ingestion & Contextualization
Zone temperatures, setpoints, soak timers, atmosphere/vacuum readings, and quench probe signals are ingested at configurable scan rates. Each data point is time-stamped, linked to the active recipe, load ID, and part number from your MES or ERP system.
Real-Time SPC Computation
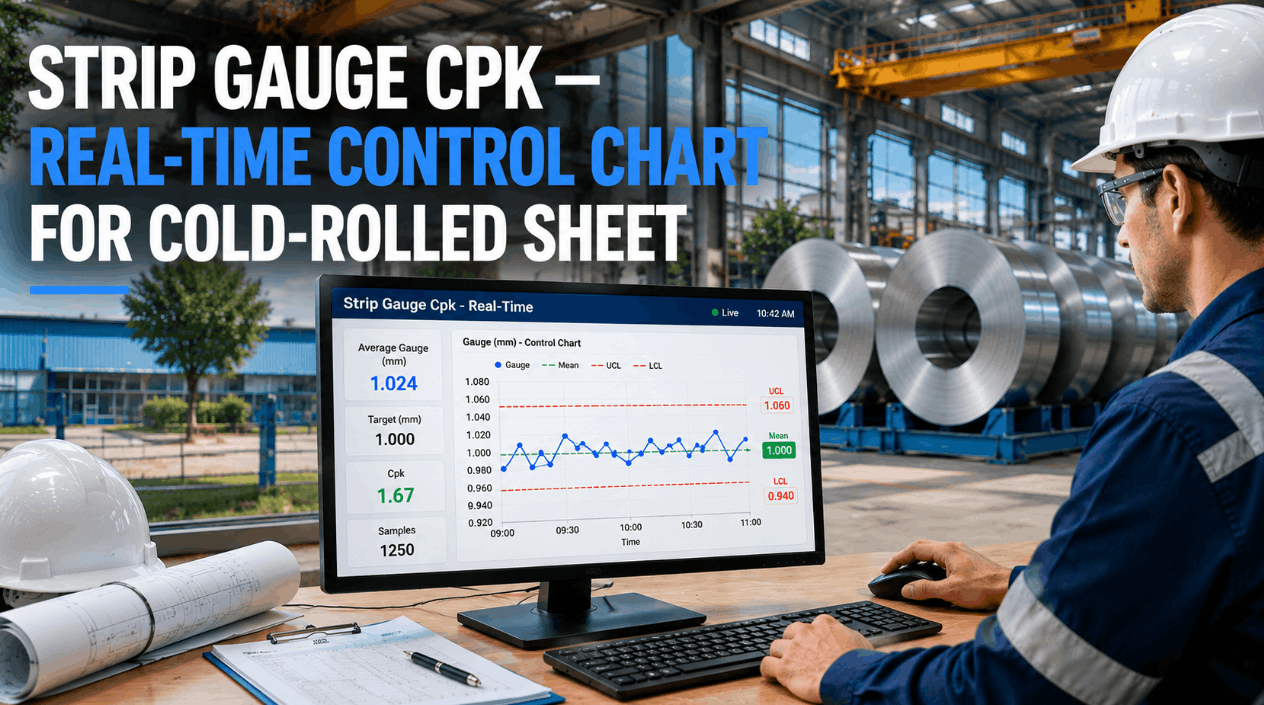
Control charts update live as furnace data streams in. Cpk, Cp, Ppk, and individual moving range values are computed for soak time, zone uniformity delta, and quench cooling rate. Western Electric rules and custom violation logic trigger immediate alerts to the quality team.
AMS 2750 Evidence Assembly
Every cycle produces a complete, digitally signed furnace record — time-temperature profile, zone uniformity data, soak duration, quench rate curve, recipe version, thermocouple calibration status, and operator identification — stored in an immutable audit trail.
Recipe Sync & ERP Feedback
Approved recipes are pushed to furnace controllers from the iFactory AI platform, eliminating manual parameter entry. Cycle completion, quality disposition, and furnace utilization data feed back to your ERP or MES for production order confirmation and traceability.
Measurable Outcomes: What Live Heat Treat SPC Delivers to Quality Operations
The business case for furnace SPC is straightforward: a single scrap event on a high-value aerospace forging or automotive transmission component can cost more than a full year of process monitoring investment. The table below reflects typical impact observed across iFactory AI heat treatment deployments.
| Quality Challenge | Without Live SPC | With iFactory AI | Typical Benefit |
|---|---|---|---|
| Soak Time Deviation Detection | Discovered at post-batch review | Flagged mid-cycle in real time | Load salvage vs. full scrap |
| Zone Uniformity Drift | Detected only at quarterly TUS | Continuous SPC trending between surveys | Eliminates TUS failure surprises |
| Quench Rate Cpk Reporting | Manual calculation from paper logs | Auto-calculated per load, every cycle | 85% reduction in reporting time |
| AMS 2750 Audit Preparation | 2–4 days of manual compilation | One-click export, always current | 90% audit prep time savings |
| Thermocouple Degradation | Detected at next SAT or TUS | SPC drift alert within days of onset | Prevents non-conforming loads |
| Recipe Unauthorized Changes | Detected on paper at shift end | Locked parameters, change audit trail | Zero unauthorized deviations |
Expert Review: What U.S. Heat Treat Quality Leads Should Prioritize in 2026
Reviewed by industrial metallurgists and manufacturing quality engineers with experience deploying SPC systems across Nadcap-accredited heat treat facilities in aerospace, automotive, and defense supply chains. The following observations reflect current best practice across North American heat treatment operations.
The first priority is eliminating the gap between Temperature Uniformity Surveys. AMS 2750 TUS intervals — quarterly or semi-annual depending on furnace class — were designed for an era when continuous monitoring was impractical. They are compliance minimums, not quality best practices. Heat treat shops that supplement TUS with continuous zone uniformity SPC detect element degradation and refractory changes weeks before they would cause a formal TUS failure — and address them on their own schedule rather than under customer pressure.
The second priority is making quench rate Cpk a first-class metric. Many quality teams focus SPC effort on furnace temperature and treat quench performance as secondary. In hardening operations, the quench is where most distortion and cracking problems originate, and quench media aging is a systematic drift source that live SPC is uniquely positioned to catch. iFactory AI's quench monitoring captures the full cooling curve at high frequency, giving quality leads the data to proactively change quench media or adjust agitation before product is affected. Book a Demo to review furnace SPC architecture for your specific furnace types and alloy specifications.
The third priority is digital recipe governance. Recipe deviations — whether unintentional operator errors or undocumented workarounds — are a leading source of Nadcap findings and customer escapes. Locking approved parameters in a digital system, requiring documented approval for any change, and automatically comparing actual cycle parameters against the approved recipe on every load is a straightforward control that eliminates an entire category of nonconformance risk.
Conclusion: Live Furnace SPC Is the Standard, Not the Exception
For heat treat quality leads supporting aerospace, automotive, and defense programs, the expectation from customers and certification bodies is clear: you must demonstrate statistical control of your thermal processes, not just periodic compliance snapshots. Live SPC on soak time, zone uniformity, and quench rate — combined with automatic AMS 2750 evidence generation — is what separates a heat treat operation that manages quality proactively from one that discovers problems after the product has shipped.
iFactory AI's heat-treatment furnace connector delivers that capability with direct integration into your existing furnace controllers, your MES, and your ERP — no rip-and-replace, no manual data entry, and no audit surprises. Whether you operate a single hardening furnace or a multi-furnace job shop serving multiple industry primes, the platform scales to your operation and meets you where your equipment is today.
Frequently Asked Questions: Heat Treatment Furnace SPC
Yes — iFactory AI supports all AMS 2750 equipment classes (1 through 5) with configurable zone uniformity tolerance bands and automatically maps each furnace's class designation to the correct allowable temperature spread for SPC limit setting.
Yes — iFactory AI supports legacy serial protocols (RS-485, Modbus RTU) and can deploy edge gateway hardware to retrofit analog signal acquisition from older Barber-Colman, Eurotherm, and similar controllers with no modification to the furnace control system.
Live SPC is a continuous early-warning layer between formal TUS intervals — it detects zone drift trends before they reach the TUS failure threshold, so remediation happens proactively rather than reactively after a failed survey.
iFactory AI generates Xbar-R, Individuals & Moving Range (I-MR), and CUSUM charts for soak time and zone uniformity, and time-series Cpk trend charts for quench cooling rate, with configurable Western Electric rule violation detection on all chart types.
Yes — iFactory AI automatically assembles the cycle record, pyrometry data, calibration status, and SPC evidence required for Nadcap Heat Treating AC7102 audit packages, exportable on demand for any load or date range.
Connect Your Furnaces. Control Your Process. Pass Every Audit.
iFactory AI is already monitoring heat treatment operations at leading aerospace and automotive suppliers. Schedule a live walkthrough and see how your specific furnace type, controller, and AMS 2750 class maps to the platform — no obligation.