A cement kiln is a control problem with a cruel delay built in: the material at the chain discharge right now reaches the burning zone in about two hours, the burn zone must hold near 1450°C, and the free lime that proves whether it all worked comes back from the lab long after the clinker has moved on. Best practice says kiln feed LSF standard deviation should stay under 1% — every 1% it drifts costs roughly 26 kJ per kg of clinker in extra fuel — yet most plants still run SPC on yesterday\'s spreadsheet. iFactory\'s cement kiln connector streams free lime, burn-zone temperature, feed ratio, and raw mill chemistry into one live SPC engine — so Cpk is computed as the kiln runs, drift is flagged hours before the lab confirms it, and the feedback delay stops being part of the process.
iFactory Cement Kiln Connector
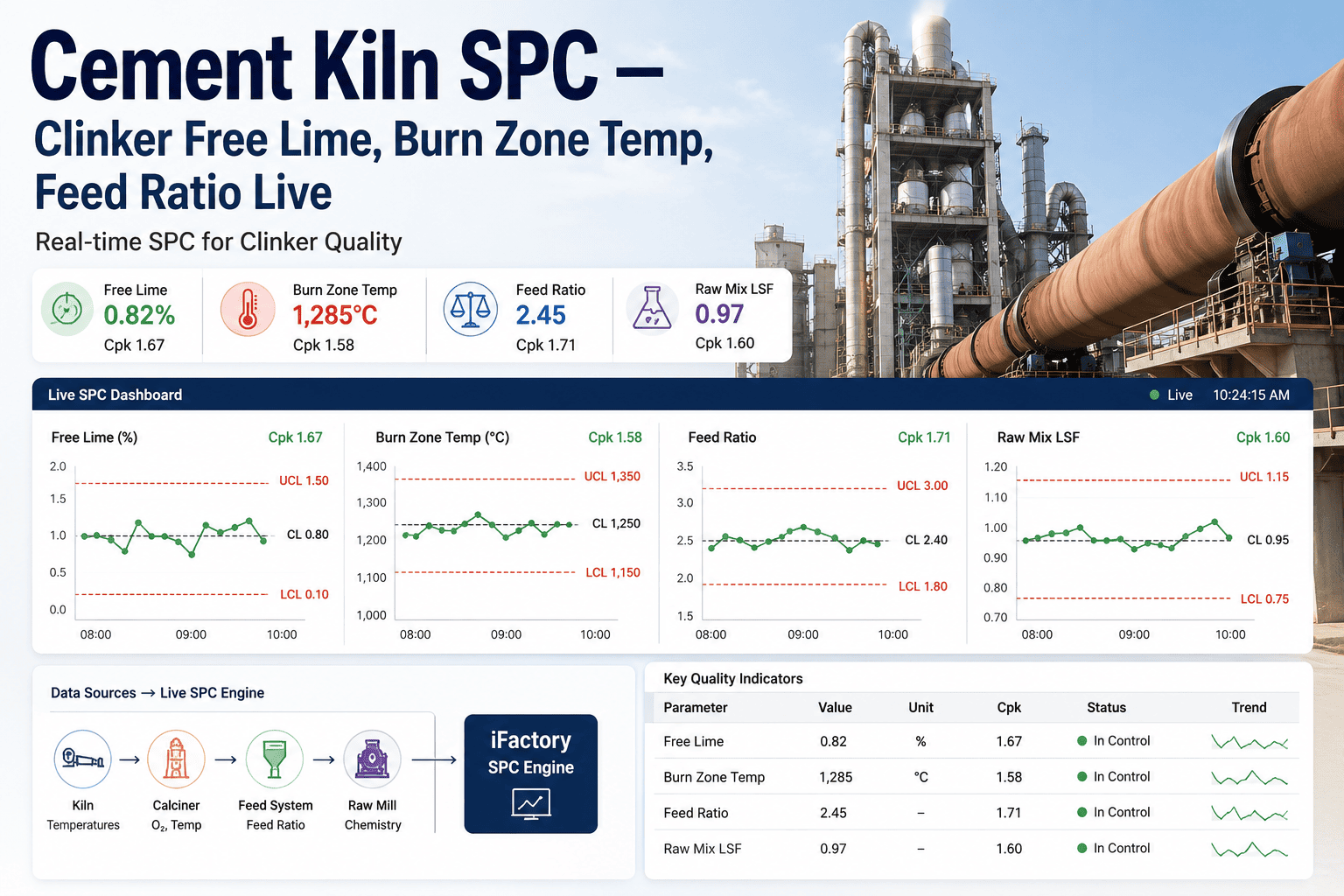
Kiln SPC, Live: Free Lime Cpk and Burn-Zone Stability in Real Time
Raw mill chemistry, feed ratio, calciner, and burn-zone signals on one live SPC engine — control charts, run rules, and Cpk per shift computed as the kiln turns, not after the month closes.
~1450°C
burn-zone target to hold steady
<1%
best-practice kiln feed LSF sigma
~2 hrs
from chain discharge to burn zone
0.72 to 0.37
free CaO sigma with real-time control
One Kiln, Four Signal Streams, One SPC Engine
Clinker quality is written upstream long before the lab reads it. The connector pulls each stage\'s signals as they\'re produced — analyzer, DCS, and lab — and charts them on a single engine, so a raw mill drift and the free-lime excursion it will cause two hours later appear on the same screen, in sequence.
Stream 1
Raw Mill Chemistry
LSF · SM · AM · Online XRF / PGNAA
Stream 2
Kiln Feed Ratio
Feed rate · Proportioning · Blend silo state
Stream 3
Calciner & Back End
Calcination degree · Back-end temp · O2 / fuel
Stream 4
Burn Zone & Clinker
BZT · Torque · Liter weight · Free lime lab
Live SPC Engine
Control charts · Run rules · Cpk per parameter, per shift · Cross-stream correlation · Alerts to the control room
The Two-Hour Kiln Has a Twelve-Hour Feedback Loop
The physics is two hours; the information loop is far slower. Free-lime samples are periodic, results take time, and by confirmation the kiln has produced hundreds of tonnes under the same drifting conditions. Plants that closed this loop with continuous analysis and live control saw raw-meal LSF sigma fall ~70% and clinker free CaO sigma cut roughly in half — largely by deleting a ~90-minute feedback delay.
T = 0
Chemistry Drifts
Quarry variation slips through the raw mill; LSF starts creeping above target.
T + 2 hrs
Burn Zone Pays
Harder-burning feed reaches the flame; BZT and fuel compensate, free lime moves.
T + many hrs
Lab Confirms
The periodic free-lime result lands — after tonnes of off-target clinker exist.
With live SPC
Caught at T = 0
The LSF run rule fires at the raw mill — the correction beats the material to the flame.
How long is your kiln\'s real feedback loop? Book a demo and we\'ll time it against live SPC.
Half the Spread Is Worth More Than a Higher Average
Same target, narrower distribution — that is the whole economic argument. A free-lime sigma cut from 0.72 to 0.37 means the kiln can run closer to the optimal burn without gambling on the tails: less overburning insurance, less fuel, fewer dusty underburnt runs, steadier C3S into the cement mill.
Before · lab-paced SPC
Free CaO sigma 0.72 — wide, low Cpk
Tails brush the limits — the kiln overburns for safety and fuel pays for it.
After · live SPC engine
Free CaO sigma 0.37 — tight, high Cpk
Process centered with margin — run closer to optimum burn, bank the fuel.
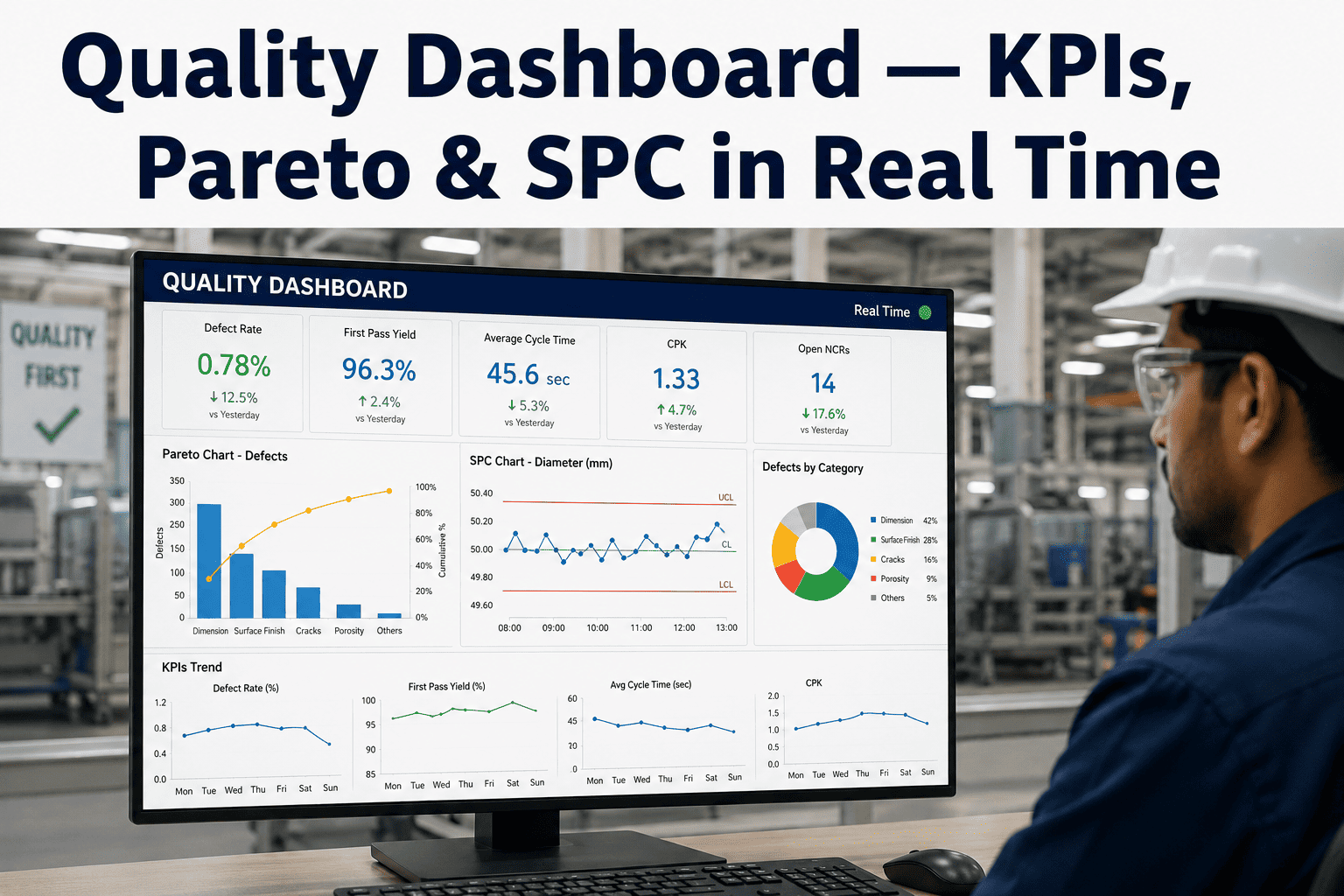
What the Live Engine Watches
Charts only matter if they fire at the right moment with the right context. The engine applies run rules per parameter, computes capability per shift and per crew, and correlates across streams — because a free-lime excursion explained by its upstream cause is a correction, not a mystery.
Free Lime Window, 0.5-1.5%
Lab and liter-weight results charted the moment they exist, with run rules catching trends inside the window before a limit breach.
Burn-Zone Stability
BZT, torque, and NOx proxies trended against target — instability flagged as variation, not just as an operator\'s intuition.
Feed Ratio & LSF Sigma
Kiln feed LSF tracked against the <1% sigma benchmark, with proportioning drift traced back to the raw mill and blend silos.
Cpk per Shift & Crew
Capability computed continuously and sliced by shift, crew, and fuel mix — so the conversation moves from opinions to indices.
Want your kiln feed sigma benchmarked against the <1% best practice? Talk to our process team with a month of QCX data.
What Variability Actually Costs the Kiln
Variation is not an aesthetic problem; each sigma point has a fuel, quality, or refractory bill attached. The engine puts those numbers next to the charts, so the case for fixing a drift writes itself.
| Drift | Where It Shows | What It Costs | Live SPC Response |
|---|
| Kiln feed LSF +1% | Burnability, fuel rate | ~26 kJ/kg clinker extra thermal energy | Run rule at raw mill, hours ahead of the flame |
| Free lime trending high | Underburnt clinker, strength risk | Downgrades, regrind, customer claims | Trend alarm before the 1.5% limit is touched |
| Free lime trending low | Overburning insurance | Excess fuel, harder grinding, refractory wear | Center-line drift flagged; setpoint trimmed back |
| Burn-zone instability | BZT and torque swings | Cycling, ring formation risk, uneven C3S | Stability index per shift with cause correlation |
| Calciner swings | Calcination degree | Back-end upsets arriving at the burn zone | Cross-stream alert linking calciner to free lime |
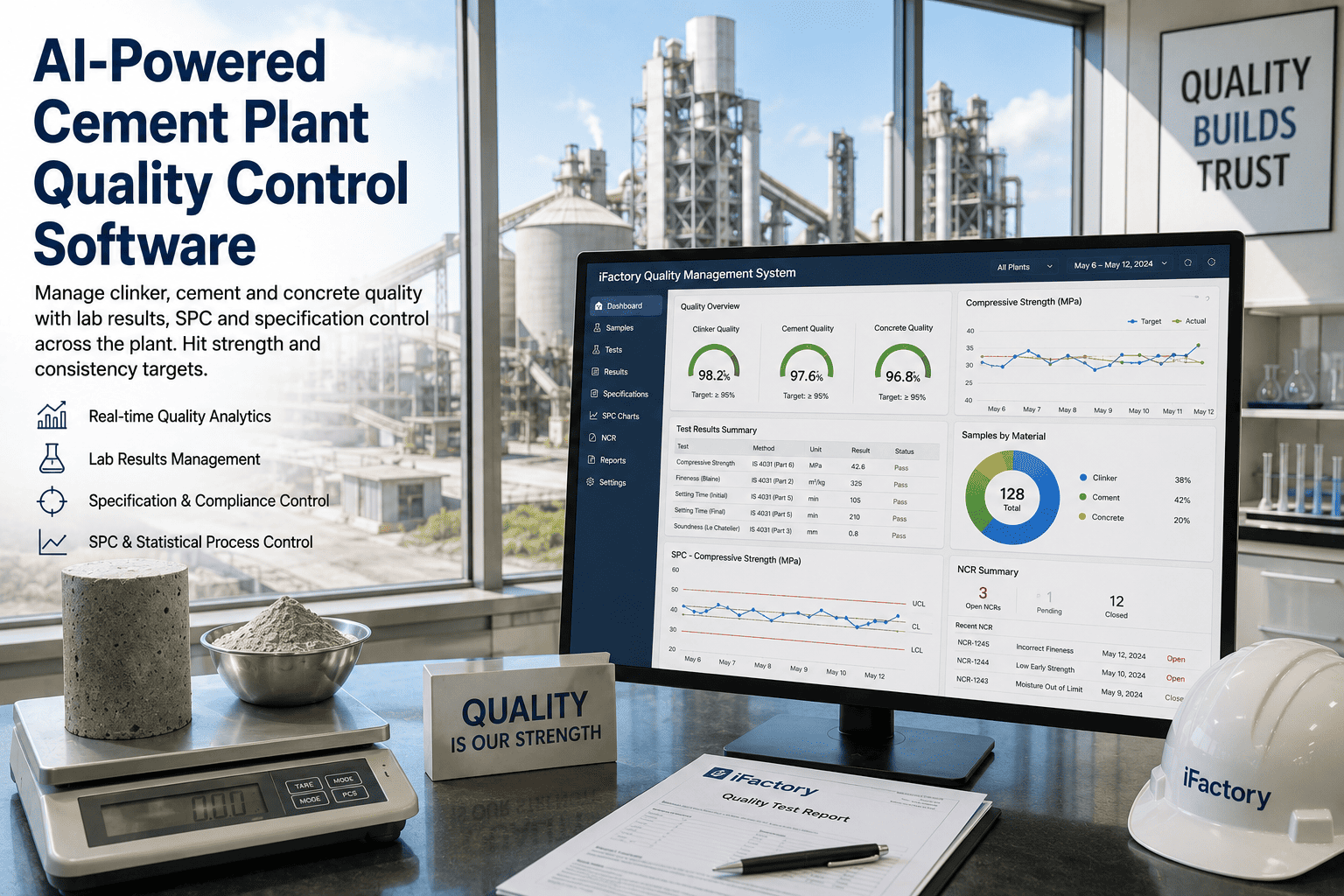
Built for the Control Room, Run Inside the Plant
The connector reads from what the plant already has — online analyzers, DCS, QCX/lab systems — read-only and inbound-only, on a pre-configured edge server inside your firewall. No process data leaves the site, and nothing touches the kiln\'s controls.
Connects to What Exists
Online XRF/PGNAA, DCS historians, and lab/QCX results stream in as produced — no new instrumentation required to start.
Alerts Where Work Happens
Run-rule hits land in the control room and as maintenance work orders — a drifting parameter becomes an assigned action.
Read-Only by Design
Inbound-only integration: the engine observes and advises; setpoint authority stays with your operators and your DCS.
On-Prem Edge Server
Runs inside your firewall on pre-configured hardware; kiln and quality data stay in the plant, full stop.
What the Kiln Gets Back
Closing the feedback loop converts directly into tighter clinker, lower fuel, and a control room that argues from indices instead of anecdotes. These reflect the outcomes documented when cement plants move kiln quality onto real-time statistical control.
~50%
Free CaO sigma cut
documented when the lab-lag loop is replaced with live control
~70%
LSF sigma reduction
raw-meal variability collapse with continuous analysis and SPC
Lower
Fuel per tonne
less overburning insurance and fewer hard-burning LSF excursions
Live
Cpk per shift
capability on the screen as the kiln turns, not in next month\'s review
What would half your free-lime sigma be worth in fuel alone? Talk to our process team and run the number for your kiln.
Frequently Asked Questions
Which kiln signals does the connector bring into SPC?
Four streams: raw mill chemistry (LSF, SM, AM from online XRF or PGNAA), kiln feed ratio and proportioning, calciner and back-end conditions, and burn-zone plus clinker results — BZT, torque, liter weight, and lab free lime. Each gets its own control charts and Cpk; the engine also correlates across streams so excursions arrive with their upstream cause attached.
How does live SPC help when free-lime results are inherently delayed?
By watching the predictors, not just the verdict. Material at the chain discharge reaches the burn zone in about two hours, so an LSF run rule firing at the raw mill beats the problem to the flame. The lab result still matters — it lands on the same chart the moment it exists — but it stops being the first warning.
What results have plants seen from closing this loop?
Documented deployments of continuous analysis with real-time control report raw-meal LSF sigma falling around 70%, SM around 50%, and clinker free CaO sigma dropping from 0.72 to 0.37 — roughly half — largely by removing a ~90-minute feedback delay. Tighter spread lets the kiln run nearer the optimal burn, which is where the fuel saving lives.
Does the engine write setpoints to the kiln?
No. Integration is read-only and inbound-only: the engine charts, computes capability, fires run rules, and raises work orders, while setpoint authority stays with your operators and DCS. It is a statistical layer over your existing control, not a replacement for it.
What does deployment involve, and where does kiln data live?
The platform runs on a pre-configured edge server on-premise, inside your firewall, connecting to analyzers, DCS historians, and lab systems you already operate — no external egress. The fastest way to evaluate fit is a demo on your own history; bring a month of QCX and historian data and we\'ll chart it live.
Chart the Kiln. Beat the Lag.
See Your Kiln on a Live SPC Engine
Bring a month of historian and QCX data. We\'ll chart your free lime, LSF, and burn-zone stability live, compute Cpk per shift, show the cross-stream alert that catches drift two hours before the flame pays for it — all on an on-prem server inside your firewall.
Live Cpk
per shift & crew
On-prem
inside your firewall