On a continuous caster, the slab\'s surface is written at the meniscus — and the meniscus is a moving target. Mold-level fluctuation beyond the ±3 mm band entrains slag, disturbs the forming shell, and shows up downstream as slivers, longitudinal cracks, and depressions; level stability is the single strongest predictor of slab surface quality. The cruelty is the timing: at casting speed, every minute between a disturbance starting and an operator noticing is another meter or two of suspect slab already past the mold. iFactory\'s continuous-caster connector streams mold level, tundish temperature, casting speed, and strand vibration into live AI SPC — flagging the fluctuation signature minutes before a human would, tagging the exact slab meters affected, and turning the caster\'s fastest defects into its earliest warnings.
iFactory Continuous-Caster Connector
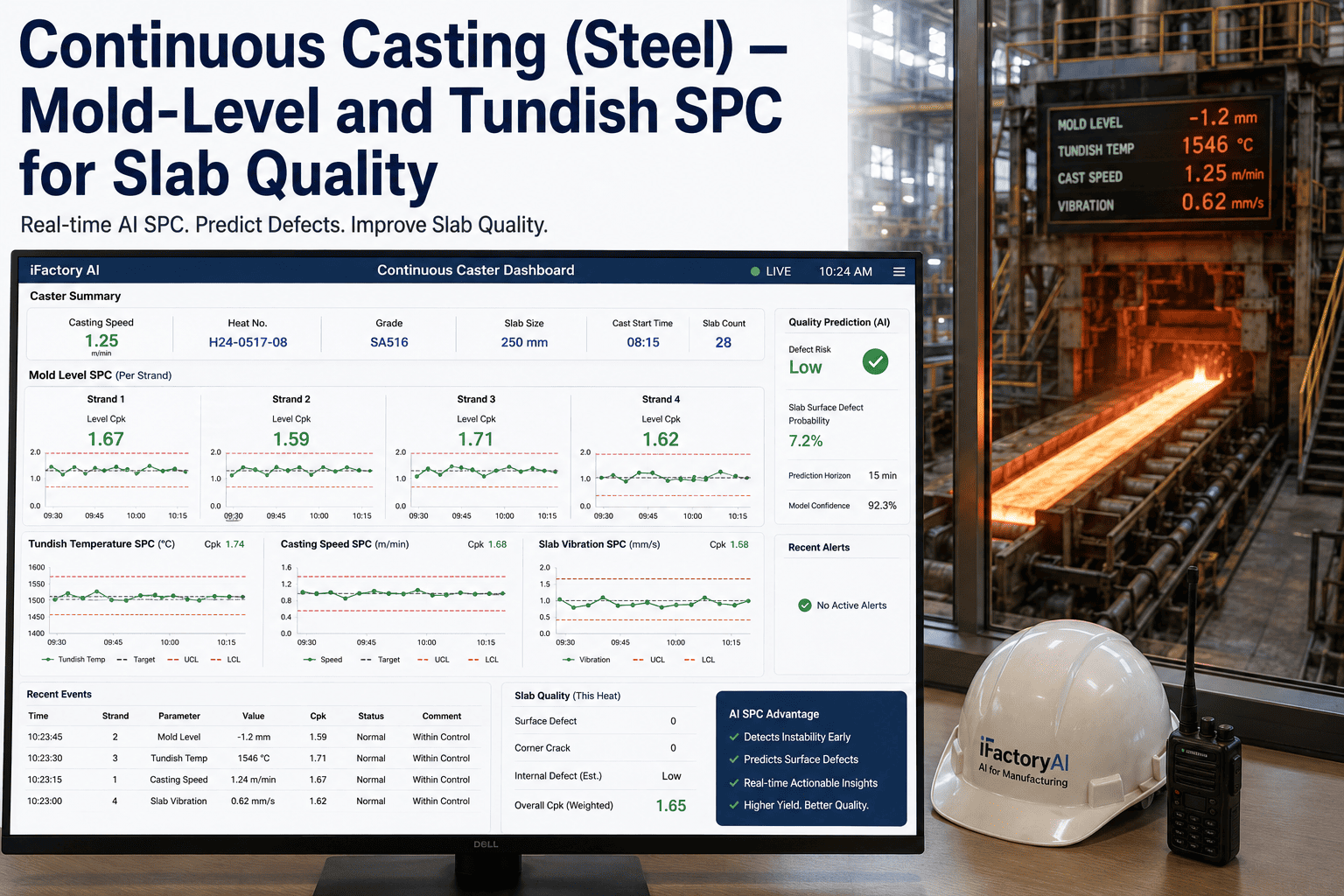
Mold-Level and Tundish SPC, Live — Slab Quality Decided at the Meniscus
Four caster signals on one AI SPC engine: mold level against the ±3 mm band, tundish superheat, casting speed, and strand vibration — charted, correlated, and alarmed minutes ahead of the control-room eye.
±3 mm
the mold-level band quality lives in
13 / 13
sticker breakouts caught by AI detection
12% to 7%
slab hold ratio cut by superheat control
4 signals
level · superheat · speed · vibration
Quality Lives Inside ±3 mm
Industrial studies put the number plainly: casters holding the meniscus within ±3 mm most of the time make clean slabs; casters that don\'t make sliver claims. Flow improvements have lifted time-in-band from the low 60s to the high 90s in percent — and the surface defect rate follows that bar almost mechanically. The SPC engine charts time-in-band per heat, per grade, per SEN, so the bar below stops being a mystery and becomes a managed KPI.
Unstable flow pattern
~65% within ±3 mm
A third of casting time spent outside the band — slag entrainment, shell disturbance, and downstream sliver risk on every excursion.
Stabilized and monitored
~97% within ±3 mm
The achievable bar with controlled flow and live level SPC — surface quality follows time-in-band almost one for one.
Four Signals, One Verdict per Slab
The caster speaks through four channels, and each one predicts a different family of defects. Charted separately they are four interesting trends; correlated on one engine they are a diagnosis with a slab number attached.
Mold Level
Predicts: slivers · slag entrapment · surface depressions
Fluctuation amplitude, frequency, and periodic signatures charted against the ±3 mm band — abnormal periodic fluctuation flagged by pattern, not just amplitude.
Tundish Temperature
Predicts: longitudinal cracks · porosity · breakout risk
Superheat trended per heat against the grade\'s aim window — too hot thins the shell toward breakout, too cold risks freezing the nozzle.
Casting Speed
Predicts: shell thinning · oscillation-mark depth · level coupling
Speed changes and their coupling with level response charted together — because a speed ramp is the most common author of a level event.
Strand Vibration
Predicts: roll wear · oscillator faults · bulging signatures
Vibration spectra from oscillator and strand trended against baseline — mechanical degradation read before it writes itself onto the slab.
Which of the four channels is your caster\'s weakest? Book a demo with a week of historian data and find out.
Minutes Earlier Is Meters Cleaner
A level disturbance rarely starts as an alarm; it starts as a pattern — rising fluctuation energy, a new periodic component, a drifting mean. Operators watching twelve screens catch it when it becomes obvious. The AI SPC engine catches it when it becomes statistical, and at casting speed that difference is measured in slab meters.
T + 0
Pattern Emerges
Fluctuation energy rises inside the band; a periodic component appears. The engine\'s run rules fire — alert with strand, heat, and cause candidates.
T + minutes
Humanly Obvious
The level trace now visibly misbehaves. Without the early alert, this is where intervention would have started — meters of strand later.
The difference
Meters, Tagged
Every minute earlier is a meter or more of slab that never needs grinding, holding, or a claim — and the affected meters are tagged for inspection automatically.
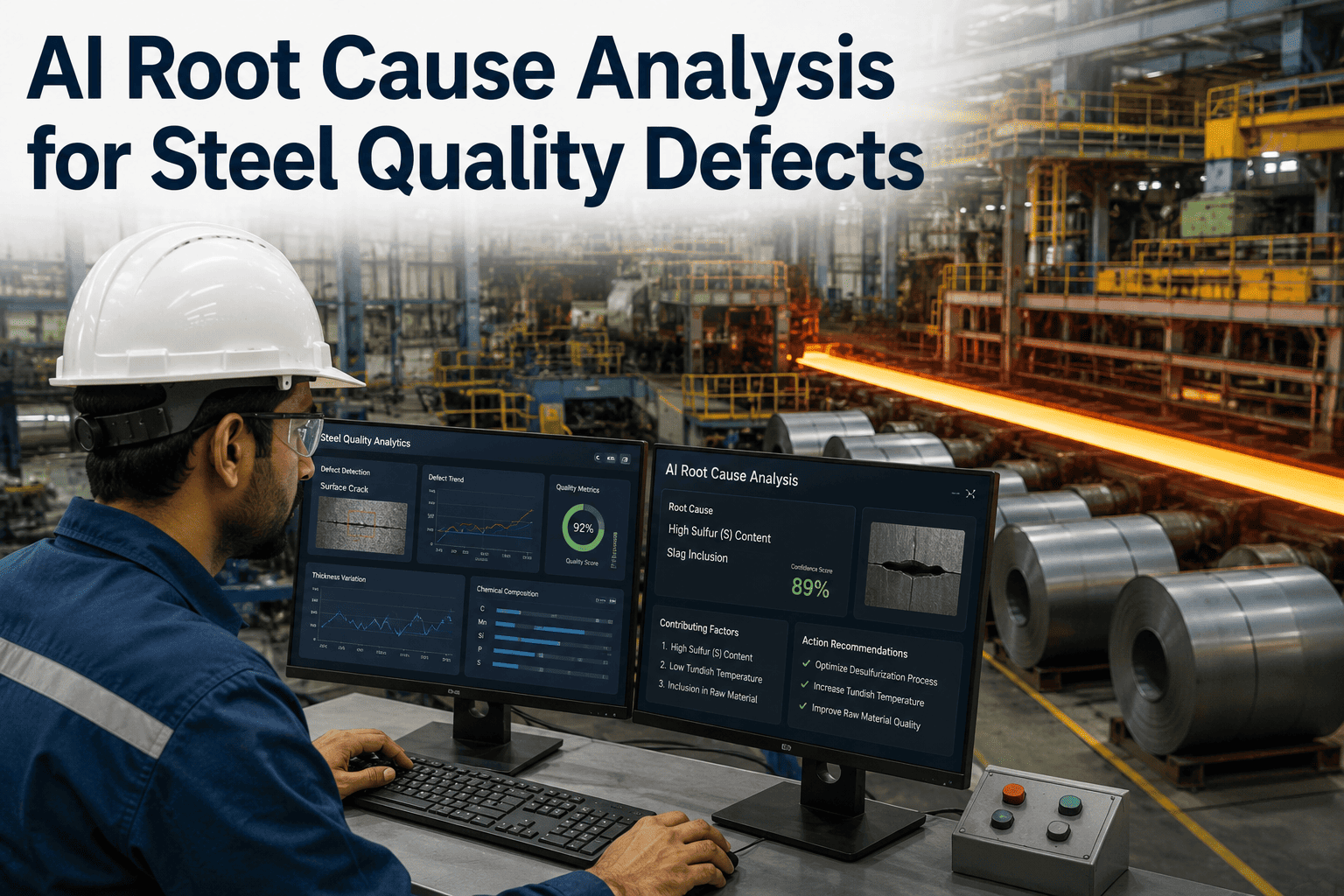
From Signal to Slab: the Forensics Map
Each defect family has a leading signature and a correct response. The engine ships with this map and tunes it to your caster — so an alarm arrives with its likely defect, its likely cause, and the slabs to inspect.
| Defect Risk | Leading Signature | Live SPC Response |
|---|
| Slivers / slag entrapment | Level fluctuation energy rising; band excursions | Alert with affected slab meters tagged for inspection |
| Longitudinal cracks | Superheat above grade aim; temperature swings | Heat flagged; speed and cooling review prompted |
| Sticker breakout | Mold thermocouple inversion pattern | Immediate alarm; speed-reduction logic supported |
| Deep oscillation marks | Speed-level coupling; oscillator vibration change | Oscillator work order with spectra attached |
| Center porosity / cracks | Superheat instability across the heat | Grade-window conformance charted per heat |
Want this map tuned to your grades and your caster? Talk to our steel team with your defect pareto.
Breakouts: the Alarm That Has to Be Right
A breakout is the caster\'s catastrophic failure mode — and the reference standard for detection is already proven: logic-based mold-thermocouple systems in production have caught 13 of 13 breakouts with false alarms below 0.056% per heat. The connector brings that class of detection onto the same platform as level and superheat SPC, so the rare emergency and the daily drift live in one alarm philosophy.
100%
Detection ratio
Every sticker caught in the reference field application — the standard the platform is built to.
<0.06%
False alarms per heat
Alarms operators can trust are alarms operators act on — precision is the whole point.
12% to 7%
Slab hold ratio
Documented when superheat moved onto model-based control — fewer held slabs, faster dispatch.
One screen
Emergency + drift
Breakout logic and quality SPC share context — the same data answers both questions.
Built for the Caster Pulpit, Run Inside the Plant
The connector reads what the caster already measures — level sensors, tundish thermocouples, drive speeds, oscillator vibration — inbound-only, on a pre-configured on-prem edge server. It charts, correlates, and alarms; casting authority stays with your operators and Level 2.
Reads Level 1 / Level 2 Data
Existing sensors and automation streams flow in as-is — no new instrumentation required to start charting.
Slab-Genealogy Tagging
Every excursion maps to heat, strand, and slab meters — downstream inspection looks where the data points.
Advisory by Design
Read-only integration: alarms, work orders, and inspection tags — setpoints stay with the pulpit and your control system.
On-Prem Edge Server
Pre-configured hardware inside your firewall, no external egress — caster data stays in the plant.
What the Caster Gets Back
Catching the meniscus minutes earlier converts directly into fewer ground slabs, fewer holds, and a defect pareto that finally shrinks from the top.
90%+
Time in ±3 mm
the stability bar that surface quality follows almost one for one
Minutes
Earlier detection
pattern-level alerts ahead of the humanly obvious — meters of slab saved
Fewer
Holds and grinds
superheat in the grade window and excursions tagged, not discovered
Tagged
Suspect meters
inspection effort aimed at exactly the slab lengths the data implicates
How many slabs did your caster hold last quarter — and how many did it need to? Talk to our steel team and run the number.
Frequently Asked Questions
Why is mold level the headline signal for slab quality?
Because the surface forms at the meniscus, and level fluctuation is what disturbs it — entraining slag, capturing inclusions, and unsettling the new shell. The ±3 mm band is the practical quality boundary: published flow-control work shows time-in-band moving from the 60s into the 90s in percent, with surface defect rates following. The engine makes that percentage a live, per-heat KPI.
How does AI SPC catch a disturbance before an operator does?
By watching statistics instead of shapes. Rising fluctuation energy, new periodic components, and mean drift are quantifiable minutes before the trace looks visibly wrong on a pulpit screen — and abnormal periodic fluctuation in particular is a pattern problem, not an amplitude problem. The engine\'s run rules fire on the pattern; the alert arrives with strand, heat, and cause candidates attached.
Does this replace our breakout detection system?
It complements or hosts it. Logic-based thermocouple detection is the proven standard — 13 of 13 breakouts caught with false alarms under 0.056% in the reference deployment — and the platform supports that detection class while adding what standalone systems lack: the same data correlated with level, superheat, and speed for everyday quality, not just emergencies.
What does superheat SPC change operationally?
It keeps each heat inside its grade\'s aim window and proves it. Superheat too high thins the shell and raises crack and breakout risk; too low risks nozzle freezing. Model-based superheat control in production has cut slab hold ratios from above 12% to around 7% — fewer held slabs, faster dispatch, and a documented window per grade for the auditors and the customers.
What does deployment involve, and where does caster data live?
A pre-configured edge server installs on-premise inside your firewall, reading Level 1/Level 2 signals inbound-only with no external egress — and no write path to casting controls. The fastest way to evaluate fit is a demo on your own caster: bring a week of historian data and your slab defect pareto, and we\'ll chart both live.
Watch the Meniscus. Tag the Meters. Skip the Grind.
See Your Caster on Live AI SPC
Bring a week of historian data and your defect pareto. We\'ll chart your time-in-band per heat, replay a level event with the early-warning alert it would have raised, map signals to your defect families, and tag the slab meters — on an on-prem server inside your firewall.
4 signals
one AI SPC engine
Minutes
earlier than the eye
On-prem
inside your firewall