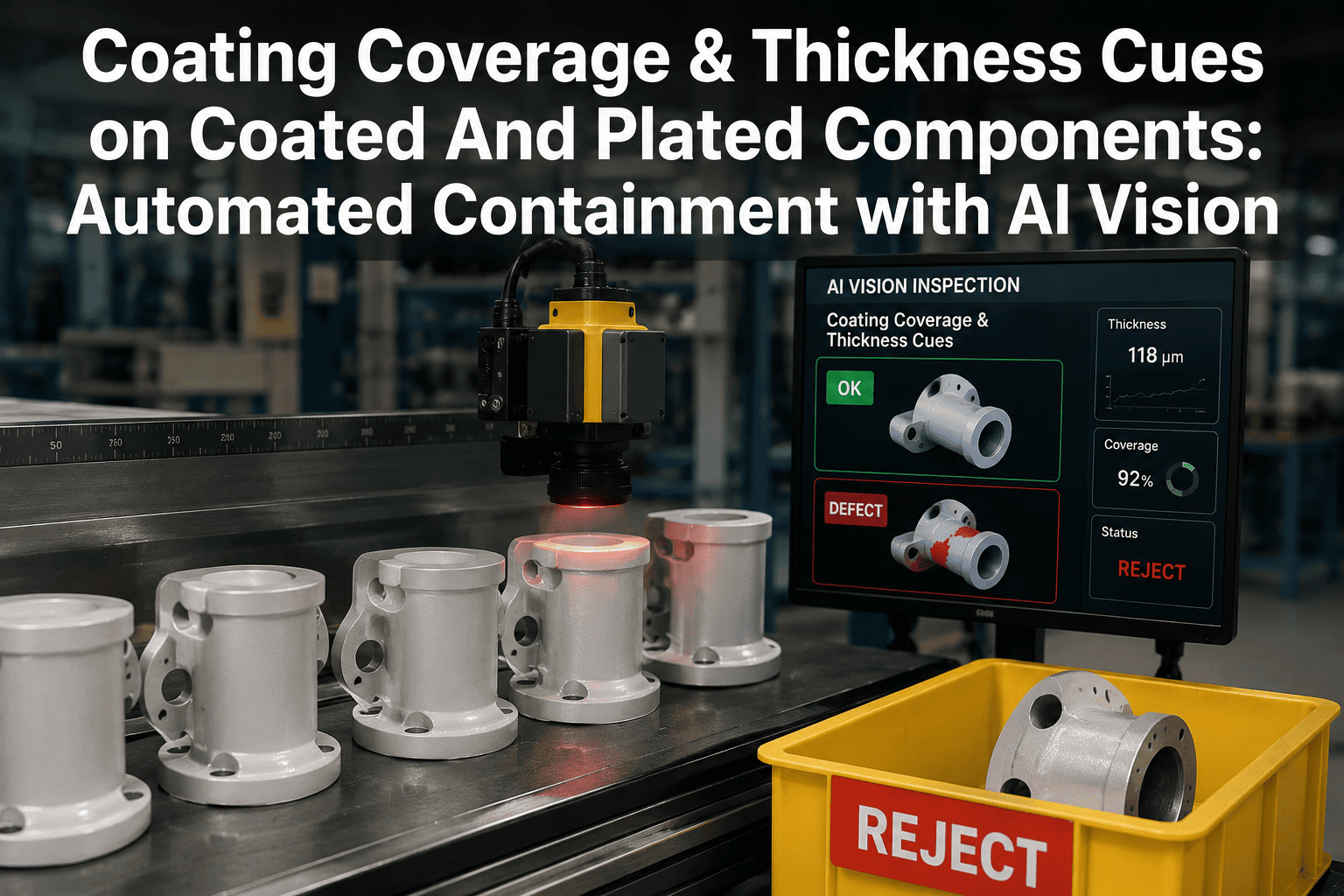
Coating coverage and thickness cues are the surface signatures that tell you whether a plated or coated layer actually did its job — a missed patch on a zinc-nickel fastener, a thin spot on an anodized aerospace bracket, or a mottled dry-film lubricant on a stamping. They are subtle, they shift with alloy and bath chemistry, and they are exactly the defect class where human inspectors drift after hour three of a shift. This guide walks through what makes these cues visible to a camera, how a deep-learning model learns to call them at line speed, and how detections fire automated containment through your existing PLC and QMS stack.
Coating Coverage & Thickness Cues on Plated and Coated Components
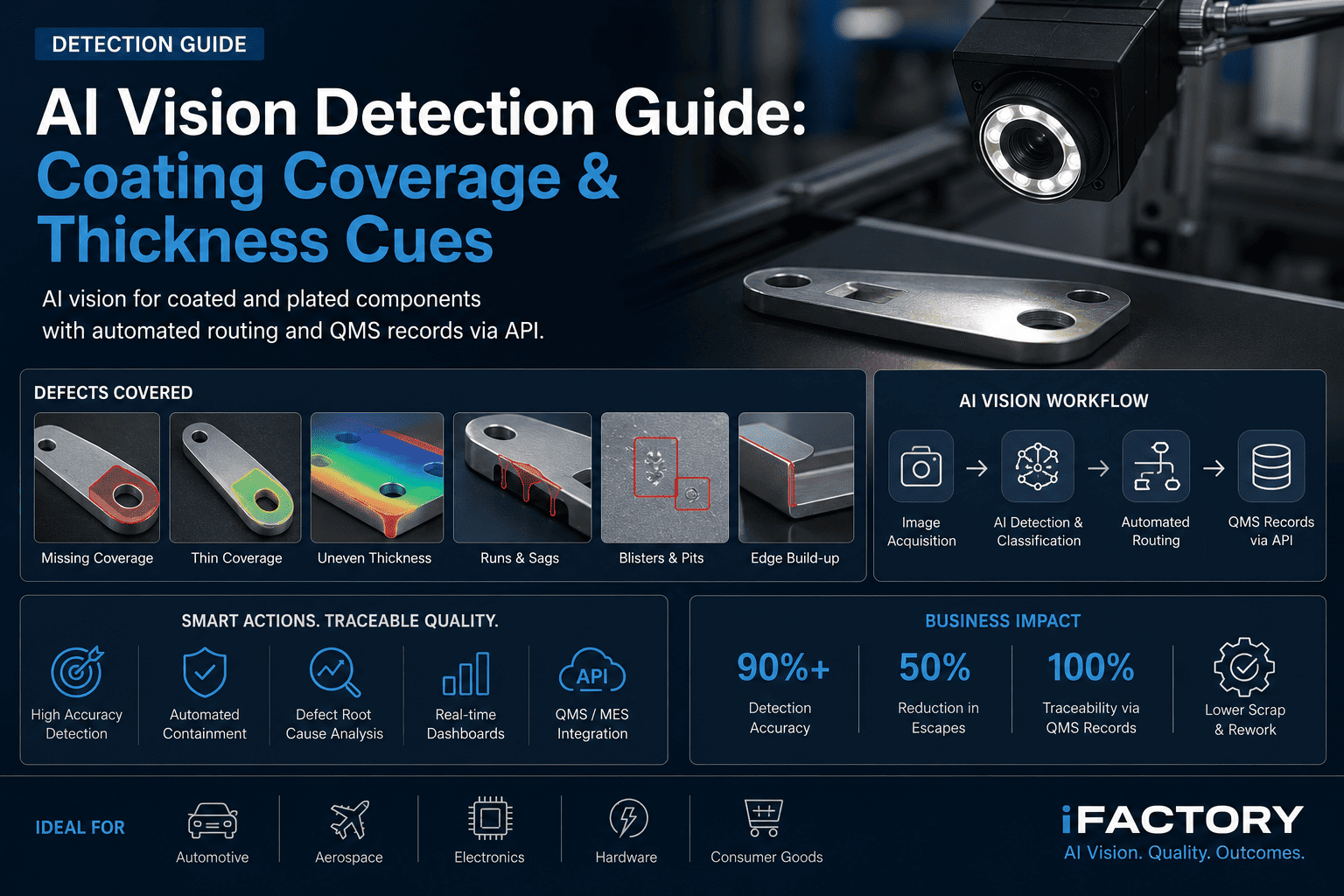
Camera, lighting, and model choices that catch coverage gaps and thickness variation at line speed — with automated routing to rework or scrap and QMS records written by API.
1 · Understanding Coating Coverage & Thickness Cues
A coating cue is a localized optical contrast that forms when the deposited layer is absent, thin, or non-uniform. The physics differs by process, but the imaging problem is the same: the defect is a difference in reflectance, hue, or texture against a nominally uniform surface.
High-current-density edges plate thicker; low-current recesses plate thin or bare. Coverage gaps appear as dark, matte patches where the substrate shows through; thickness variation shows as a hue gradient from bluish (thick) to greyish (thin).
Thickness cues appear as color-strength variation in dyed parts — thin anodic film holds less dye and reads lighter. Coverage failures expose bare aluminum as bright flecks or streaks along masking boundaries.
Spray shadowing leaves thin or bare streaks downstream of features. Over-wet areas pool and run. Cues are texture mottling, gloss differential, and substrate show-through at edges and undercuts.
Faraday cage effect blocks powder in recesses; low film thickness there cures to a different gloss. Coverage gaps expose primer or substrate. Orange peel signals over-thickness, not under.
2 · Why Manual and Rule-Based Inspection Miss Them
Three failure modes repeat across plating lines: human drift, threshold fragility, and the variant problem. The chart below contrasts a trained inspector, a rule-based vision system, and a deep-learning model across a full 8-hour shift.
Manual recall collapses after the first break as fatigue and eye strain set in. Rule-based vision holds longer but fractures when a new part variant, a bath chemistry drift, or a lamp aging event shifts the pixel histogram outside the tuned threshold band. The model degrades slowly and predictably — and is retrained, not re-tuned.
3 · Imaging Setup That Works
Coating cues are reflectance phenomena. The lighting geometry decides whether the defect is visible to the sensor at all before any model runs. The matrix below maps defect type to the imaging configuration that reliably surfaces it at line speed.
| Defect type | Lighting | Optics | Why it works |
|---|---|---|---|
| Bare spot / coverage gap | Darkfield, low angle | 5 MP, 12 mm, global shutter | Substrate scatter differs from coated surface; darkfield suppresses the specular body and isolates the defect edge. |
| Thin-spot hue shift | Diffuse on-axis dome | 5 MP, 16 mm, polarized | Even illumination removes hot spots; the hue differential between thin and thick film is the signal, not the brightness. |
| Mottling / texture | Structured linear gradient | 8 MP, 25 mm, telecentric | A known light pattern reflected off the surface encodes local flatness and texture; mottling distorts the pattern predictably. |
| Gloss differential | Cross-polarized coaxial | 5 MP, 16 mm, polarizer pair | Polarizer kills specular glare; thin and thick regions retain different diffuse components, making gloss variation readable. |
| Run / sag / pool | Low-angle darkfield + backlight | 5 MP, 8 mm, global shutter | Profile silhouette catches sag geometry; darkfield catches the surface texture of the pooled deposit. |
The coated surface mirrors the ring back into the lens as a uniform bright disc. The thin spot and the bare patch have the same pixel value as good coating. The model has nothing to learn from.
Darkfield grazes the surface so only scatter from defects and texture returns. The dome fills in body color for hue reading. The thin spot now has a distinct grey level and the bare patch a distinct scatter signature.
4 · AI Model Training and Validation
A coating-defect model is only as good as the label boundary. The rule of thumb: if two inspectors disagree on whether a region is a thin spot or acceptable variation, the model will too. Resolve that ambiguity in the labeling guide before training, not after.
- 01 Define defect boundary in the labeling guide with reference images for each severity tier.
- 02 Polygon masks, not bounding boxes — thickness cues are regions, not objects.
- 03 Tag every image with part number, alloy, bath lot, and line position for RCA later.
- 04 Two-labeler agreement threshold: 85% IoU. Disagreements go to a third reviewer.
Realistic detection benchmarks
Benchmarks from plating-line pilots. Numbers assume the imaging setup above and a model trained per part family, not per part number.
5 · Containment: Stop, Route, Record
Detection without routing is just expensive photography. The model outputs a severity score; the Level 2 integration maps that score to a disposition and fires it in milliseconds — good parts proceed, borderline parts divert to rework, hard failures drop to scrap.
QMS record, written automatically
Every rework and scrap event creates a QMS record via API. The record carries the defect image, the severity score, the disposition, the part identity from ERP/MES, and the PLC tag values captured at the moment of detection — bath temperature, line speed, current density, and rinse conductivity. No operator key-in. No paper. No lag between detection and record.
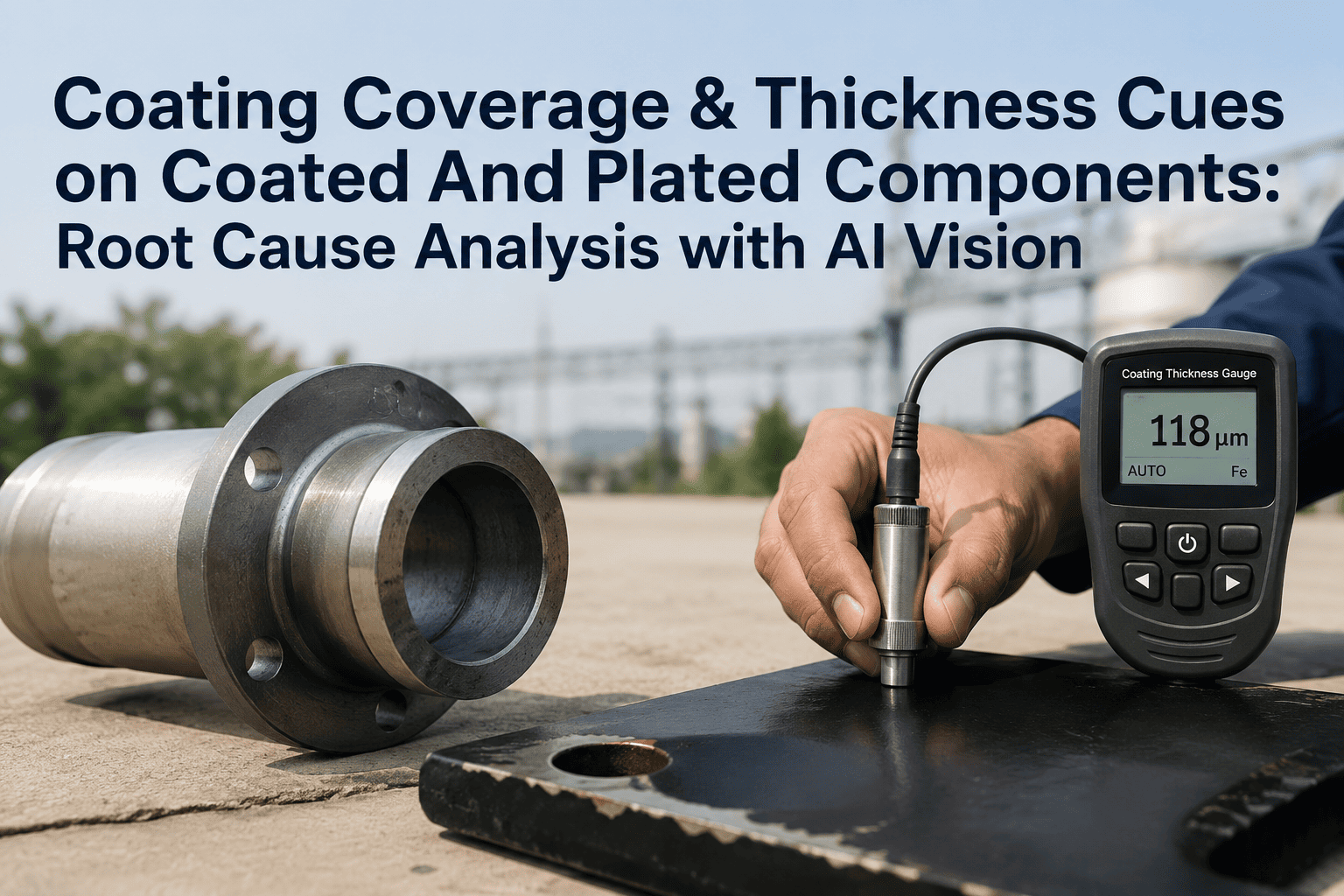
See the QMS API schema6 · Root Cause Analysis from Production Data
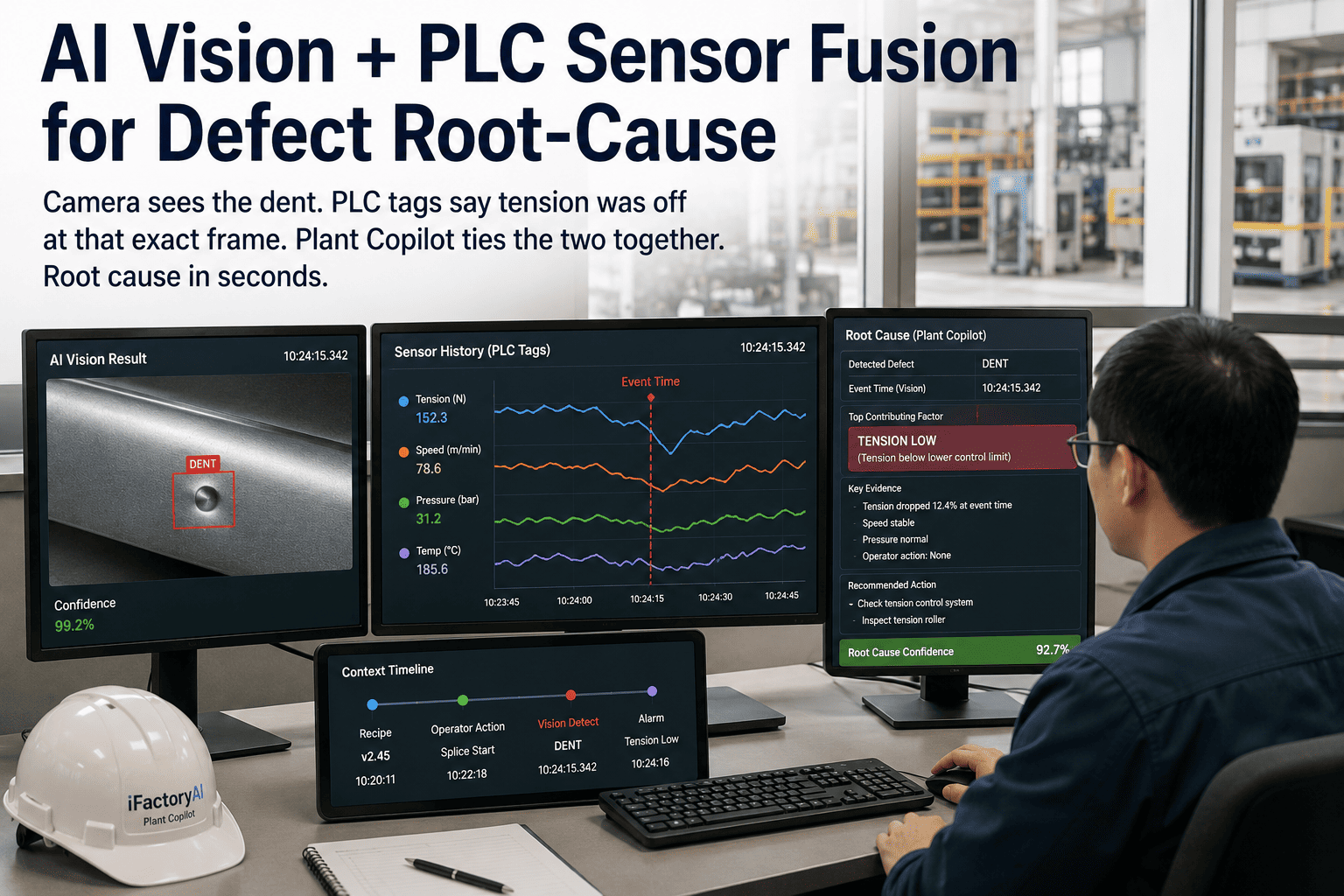
A spike in bare-spot detections on Tuesday between 14:00 and 14:30 is not a vision problem — it is a process signal. Because every detection carries PLC tags captured at defect time, you can correlate defect clusters to bath chemistry, current density, or line speed without manual data pulls.
Tuesday 14:00 cluster: PLC tags show bath temperature drifted to 41.8 °C (spec 36–39 °C) and current density spiked to 2.8 A/dm². Root cause traced to a rectifier control loop overshoot after the lunch-break ramp-up. Fixed in the PLC; defect rate returned to baseline by Wednesday.
7 · Benchmarks and Pilot Scoping
A pilot starts with one part family on one line, scoped to prove the detection rate and the routing integration. The roadmap below is what a typical 6–12 week engagement looks like, end to end.
Send 20–50 sample parts or images. We label them, run a feasibility model, and report expected recall and precision per defect class before any hardware is specified.
Camera, lighting, and an on-prem NVIDIA GPU inference node are retrofitted to the existing line. Model trained on captured line data; no data leaves the plant network.
Level 2 PLC/DCS integration for pass/rework/scrap routing. QMS API live. Dashboard widgets embedded in your existing portal. Shadow run for 1 week, then go-live.
8 · FAQ
Send parts or images. Get a feasibility read.
Ship 20–50 sample parts or share images from your line. We label them, run a feasibility model against your defect classes, and report expected recall, precision, and the imaging configuration that gets you there — before you commit to hardware.