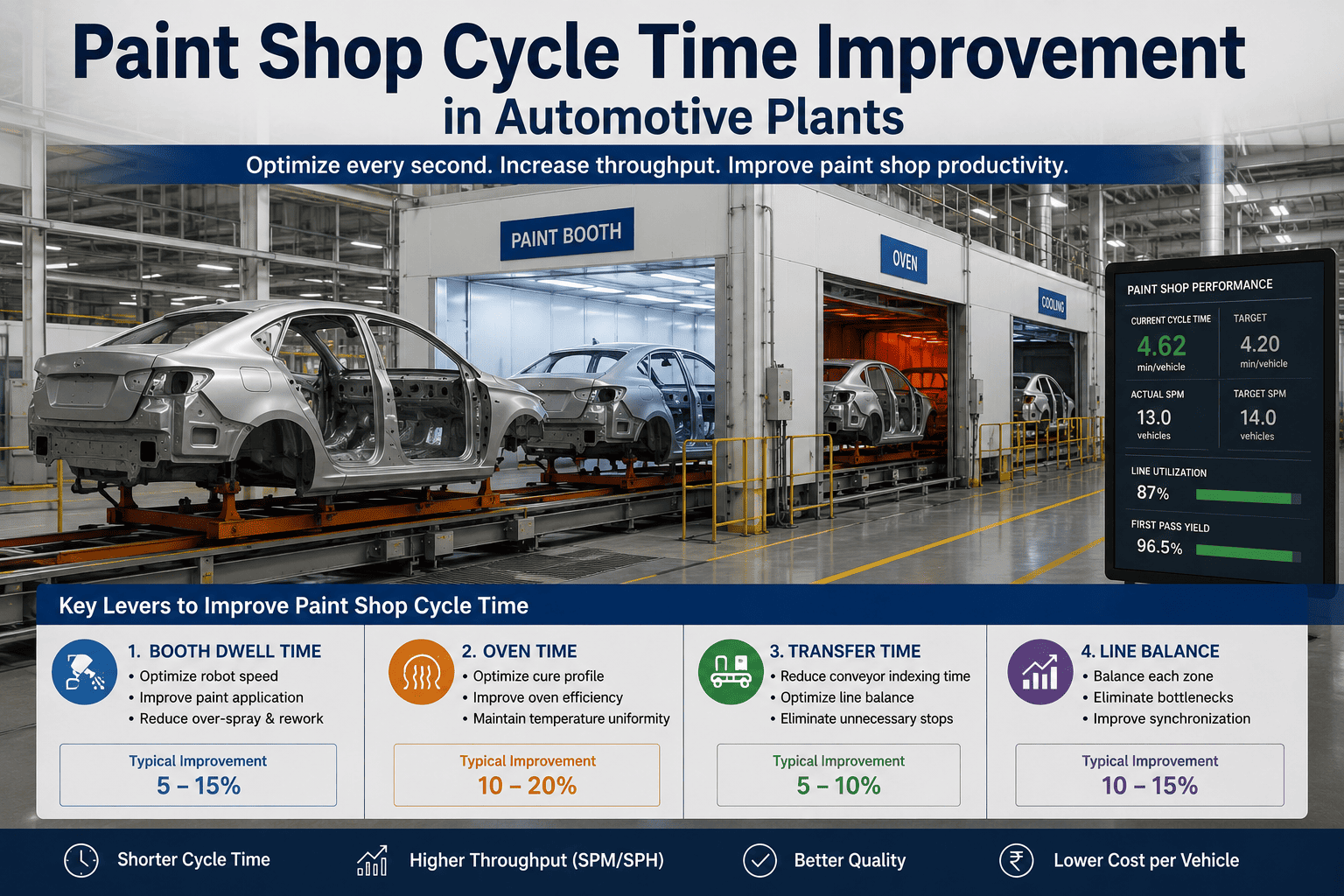
In every automotive plant — press, body, paint, final assembly — the paint shop carries the longest cycle time and the highest energy load, consuming around 36% of the energy used to build a vehicle. The reason is physics, not sloppiness: a body in white has to be cleaned, dipped, coated five times over, and cured in ovens that hold it at roughly 140°C for half an hour at a stretch, and those minutes don't compress just because the line behind them speeds up. When the plant's jobs-per-hour target rises, the paint shop is usually the constraint that decides whether it's reachable. The levers that matter are specific: booth dwell, oven residence, and the transfers between stages where bodies wait without being worked. iFactory's cycle-time analytics instrument every paint-shop stage from live PLC and conveyor data — finding where the seconds go and what a change would actually buy — on a turnkey on-premise NVIDIA stack inside your firewall.
iFactory Cycle-Time Analytics · Automotive Paint
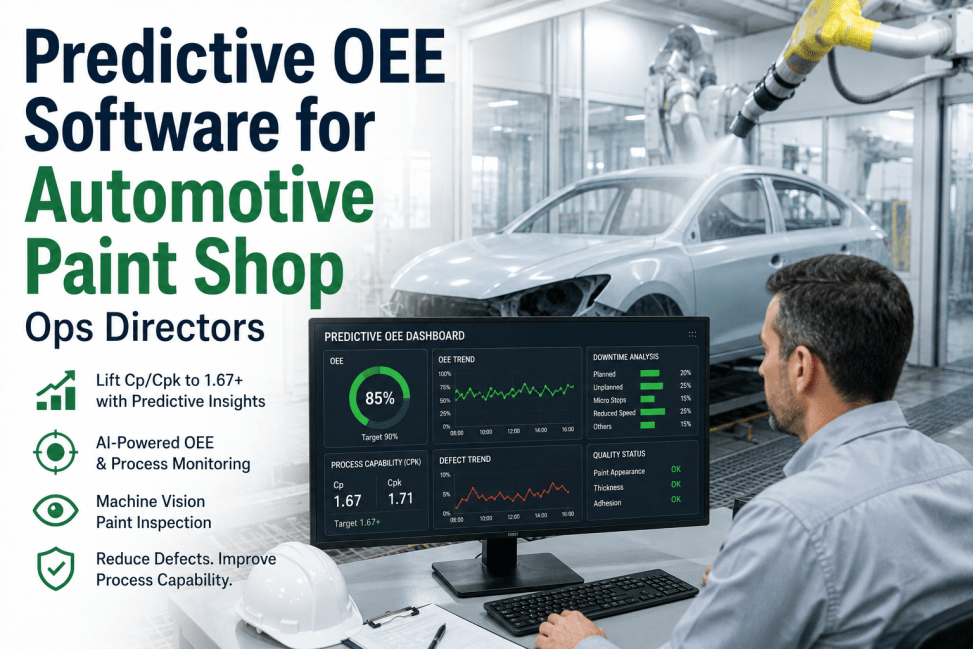
Compress the Longest Cycle Time in the Plant.
Instrument every paint-shop stage — pretreat, e-coat, ovens, booths, transfers — from live conveyor and PLC data, find where JPH is actually lost, and model a change before you make it. On a turnkey on-premise NVIDIA stack inside your firewall.
~36%
of vehicle-build energy is paint
~30 min
typical single oven cure
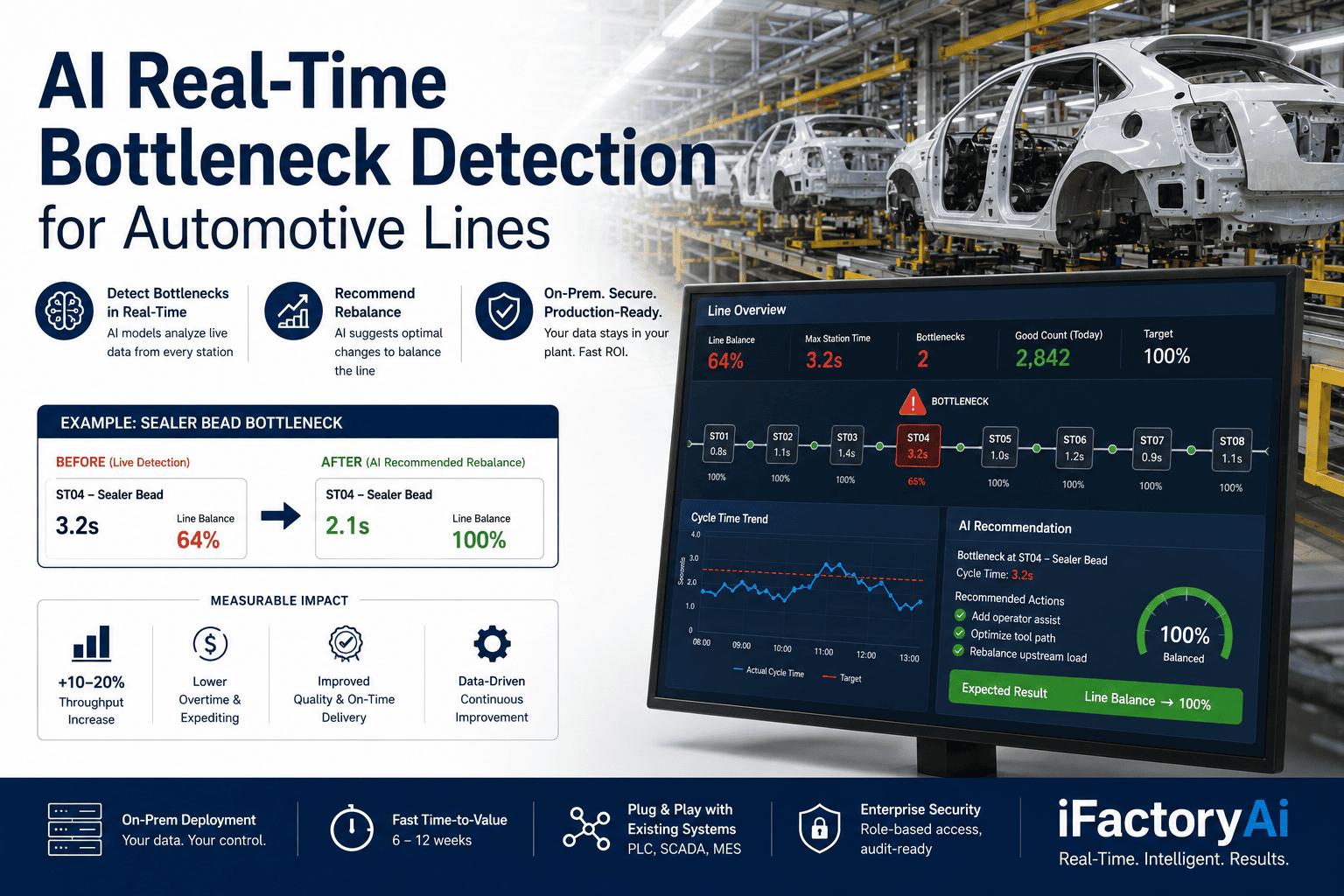
JPH
the metric the shop lives by
On-prem
data never leaves your firewall
Where the Cycle Time Lives
A body in white passes through a fixed sequence of coating and curing stages, each adding film and each adding time. The chart below lays the stages out as a cycle-time chain — pretreatment and e-coat for corrosion protection, an ED cure oven, sealer and primer, basecoat and clearcoat with a flash-off between, and a final topcoat oven. The long bars are the ovens, because curing chemistry sets a floor that line speed can't push through. You can't remove a stage, but you can attack the dwell inside each one.
Pretreatment
clean & phosphate before coating
E-coat (ED dip)
~20 µm corrosion primer, electro-deposited
ED cure oven
bake — a cycle-time floor set by chemistry
Sealer & primer
seams sealed, ~25 µm primer, ~140°C cure
Basecoat booth
color applied, robot exterior + manual interior
Flash-off
solvent release before clear, wet-on-wet
Clearcoat booth
~45 µm gloss & UV protection layer
Final topcoat oven
bake — the other long pole in the chain
Illustrative relative dwell, not absolute minutes — your real profile is measured per stage from conveyor and PLC data. The pattern holds across shops: the ovens dominate, the booths are next, and the transfers between them hide loss that no single stage owns.
Want your real stage profile? Get a turnkey AI quote and we'll measure dwell at every paint-shop stage in the pilot.
The Three Levers That Actually Move JPH
Cycle-time work in the paint shop is the disciplined application of the Theory of Constraints: find the stage that gates throughput, attack its dwell, and re-measure before chasing the next. Three levers do most of the work, and the trap to avoid is moving the bottleneck rather than removing it — a faster clearcoat that needs more rework downstream hasn't saved anyone time.
1
Booth dwell
Time a body spends in basecoat and clearcoat. Driven by application speed, robot path efficiency, color/SKU mix, and masking. Trimming non-value seconds here is often the fastest win before the constraint moves to an oven.
2
Oven residence
The hardest floor: cure chemistry needs its time at temperature. Gains come from ramp and zone-profile tuning, conveyor speed matched to cure, and avoiding heat-up/cool-down waste — not from simply running the body through faster.
3
Transfer & buffer
The dead time between stages where bodies wait on conveyors, skids, and buffers. Often the largest pool of pure non-value time, and the cheapest to recover because it needs flow changes, not new equipment.
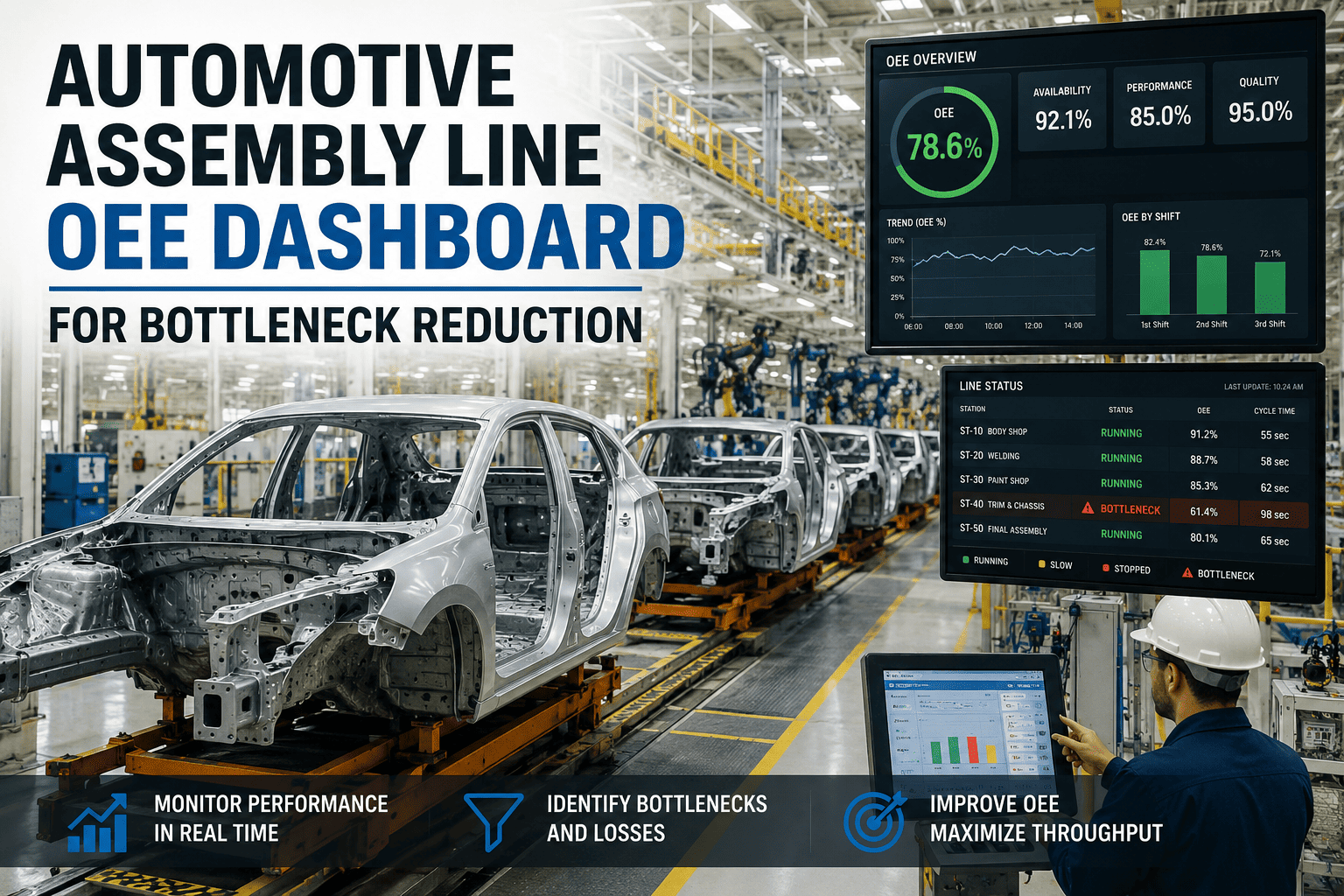
The Math the Shop Lives By
The paint shop runs on jobs per hour, and JPH is just the inverse of the binding cycle time: the slowest stage sets the line. If the constraint stage takes 60 seconds of effective takt, the line tops out at 60 JPH no matter how fast everything else runs. That's why cycle-time work is constraint work — every second pulled out of the binding stage converts directly into throughput, and seconds pulled out of any other stage convert into nothing until they become the constraint.
Takt
available time ÷ demand — the pace the line must hold to hit the target
Binding cycle
the slowest stage's effective time — this, not the average, sets JPH
JPH
3600 ÷ binding cycle seconds — the number the whole shop is judged on
Move a second out of the binding stage and JPH rises. Move ten seconds out of a non-binding stage and JPH doesn't budge — until that stage becomes the constraint. Knowing which stage binds, in real time, is the whole game.
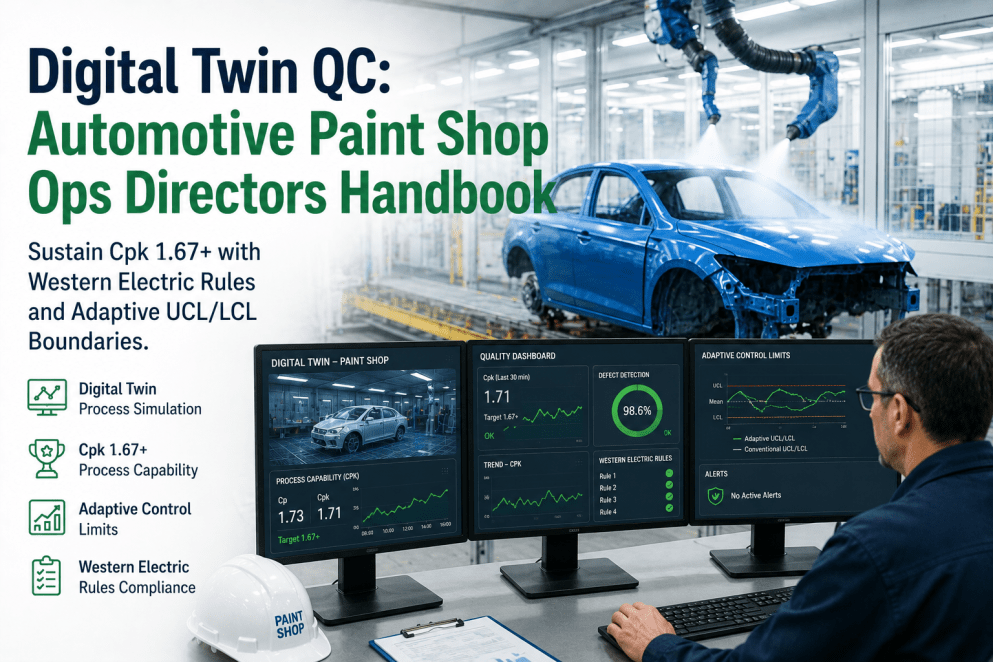
Why the Oven Is the Hardest Stage
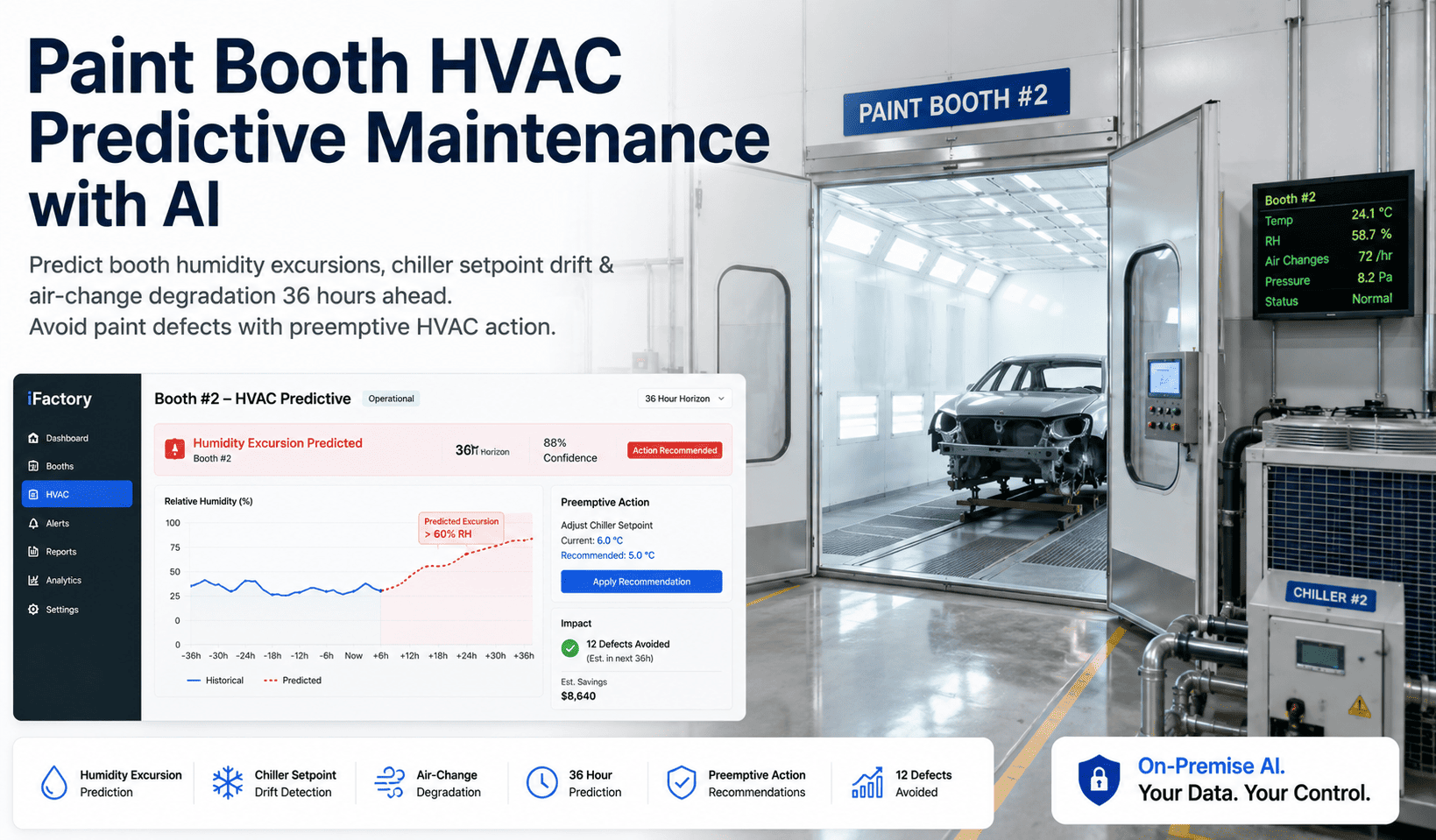
Booths and transfers respond to process discipline; the oven fights back. Cure is a chemical reaction that needs time at temperature — a primer typically holds around 140°C for roughly thirty minutes — and rushing it trades cycle time for finish defects and rework, which moves the bottleneck rather than removing it. Worse, conventional ovens carry long heat-up and cool-down penalties, and a production stoppage can leave bodies over-curing inside. The cycle-time gains that exist here are real but specific.
Zone-profile tuning
Match each zone's temperature and conveyor speed to the cure curve so no body sits longer than the chemistry needs.
Ramp optimization
Reach cure temperature faster and hold it tighter, cutting the soft minutes at the front and back of the bake.
Stoppage protection
Detect line stops early so bodies aren't over-cured in a held oven — a quality loss that becomes a cycle-time loss as rework.
Curing-tech fit
Where finish allows, faster cure chemistries or IR assist shorten residence — validated against defect rate, not assumed.
Oven is your constraint? Start a 6-week pilot and we'll model a zone-profile change against cure quality before you touch a setpoint.
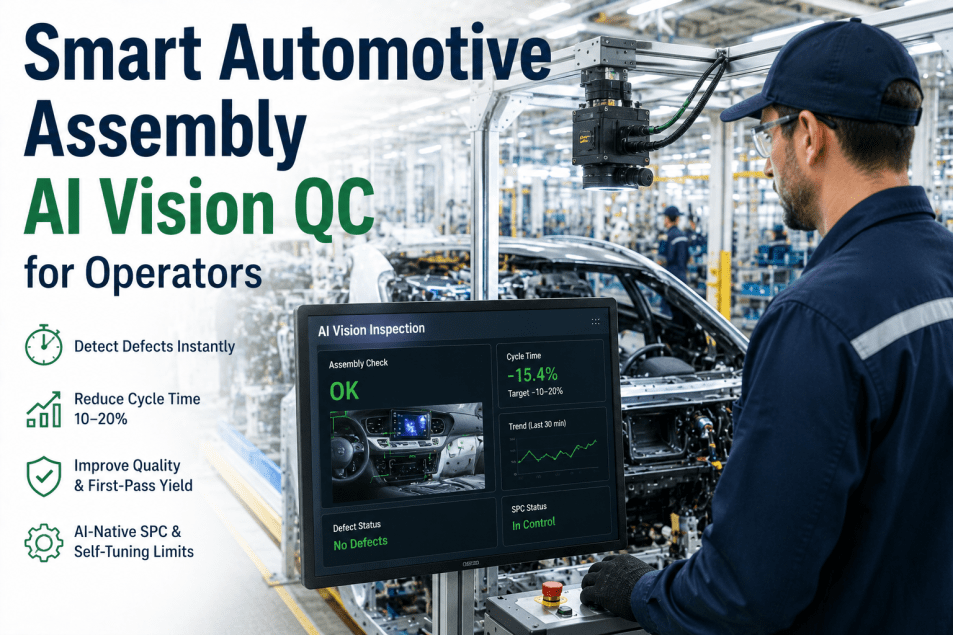
Ask the Copilot
The analytics layer answers plain language too — for the paint-shop engineer hunting the constraint or sizing a change before committing line time to it.
Plant Copilot — Cycle-Time Analytics
Paint Engineer
We're stuck at 54 JPH and the target is 60. What's binding?
Copilot
The clearcoat booth is your constraint right now, not the ovens. Its effective cycle is 66.7 seconds — that's exactly your 54 JPH ceiling (3600 ÷ 66.7). The final oven is close behind at 63 seconds, so it's the next constraint once you fix the booth. Inside the clearcoat booth, about 9 seconds per body is non-value transfer and index time, not application. Recover most of that and the booth drops toward the oven's 63 seconds — which would put you around 57 JPH, with the oven then binding.
Paint Engineer
So to hit 60 I have to touch the oven too?
Copilot
Yes — 60 JPH needs the binding cycle at 60 seconds, so both the booth and the final oven have to get there. The booth is process discipline and reachable. The oven needs a zone-profile change to shave 3 seconds without dropping below cure spec; I've modeled it and the cure margin holds, but I'd validate on a shadow run before committing. Net: booth fix gets you to ~57, the oven profile gets you the last 3. Want the staged plan with the cure-margin check attached?
Turnkey: Hardware, Software, Live in 6-12 Weeks
iFactory ships a pre-configured NVIDIA AI server — racked, software pre-loaded. Rack it, plug in power and Ethernet, and the analytics are live inside your firewall. The engagement covers conveyor and PLC integration, stage-by-stage cycle-time instrumentation, oven and booth data capture, constraint modeling setup, engineer training, and 24×7 remote monitoring. Your existing paint-shop controls and conveyor system are inputs, not migration targets.
Phase 1 · Weeks 1-4
Ship & Instrument
Edge server on-prem; conveyor and PLC connected. Cycle time captured at every stage to build the real dwell profile.
Phase 2 · Weeks 5-8
Model & Pilot
Constraint analysis and what-if models built; candidate booth, oven, and transfer changes validated in shadow against cure quality.
Phase 3 · Weeks 9-12
Optimize & Go Live
Live constraint dashboards, JPH tracking, and stage alerts, engineer training, 24×7 monitoring at 99.9% uptime.
1000+
clients running iFactory
6-12 wks
to live operation
On-prem
inside your firewall
What the Paint Shop Gets
A measured cycle-time profile of every stage, the binding constraint identified in real time, what-if modeling that protects cure quality, and JPH gains that come from removing the bottleneck instead of moving it.
Measured
Every stage
real dwell, not a time-study estimate
Live
Constraint found
the binding stage, as it shifts
Safe
Quality held
cure margin checked before any change
Air-gapped
On-prem deployment
process data stays in your firewall
Frequently Asked Questions
Why is the paint shop the longest cycle time in the plant?
Because curing is chemistry, not motion. A body passes through five coating layers, each needing application and a bake — primers and topcoats typically hold around 140°C for roughly thirty minutes. Those oven minutes set a floor that line speed can't push through, which is why the paint shop is usually the constraint deciding whether a JPH target is reachable, and why it also consumes around 36% of vehicle-build energy.
Which lever should we attack first?
The binding one — the stage whose effective cycle time currently sets JPH. Usually that's a booth or a transfer before it's an oven, because those hold the most recoverable non-value time. Attacking a non-binding stage produces no throughput gain until it becomes the constraint, so the work is always: find the bottleneck, remove dwell, re-measure, repeat.
Can we shorten oven residence without hurting finish?
Sometimes, but only with validation. Cure needs time at temperature; rushing it trades cycle time for defects and rework, which just moves the bottleneck. Real gains come from zone-profile and ramp tuning, conveyor speed matched to the cure curve, and — where finish allows — faster chemistries or IR assist, each validated against defect rate before it goes live.
How is this different from a manual time study?
A time study is a snapshot taken by hand; this is continuous measurement from conveyor and PLC data across every body and every stage. It catches the variation a study misses — color-mix effects, transfer waits, intermittent slowdowns — and it shows the constraint shifting in real time rather than as a one-time average, so improvement is tracked, not estimated.
Where does our paint-shop data live?
Entirely on-premise inside your firewall on the pre-configured NVIDIA server — read-only and inbound-only to your conveyor and control systems. Cycle-time data and models never leave the plant, with 24×7 remote monitoring and 99.9% uptime. The deployment can be fully air-gapped where required.
Stage-by-Stage. Constraint-Driven. Quality-Safe. On-Prem.
See Where Your Paint-Shop Seconds Go
Bring one line and conveyor data. We'll measure dwell at every stage, identify the binding constraint and the JPH it's costing you, model a booth, oven, or transfer change against cure quality, and stage the plan — then scope the 6-to-12-week turnkey deployment, on-prem, inside your firewall.
3 levers
booth · oven · transfer
1000+
clients · 99.9% uptime