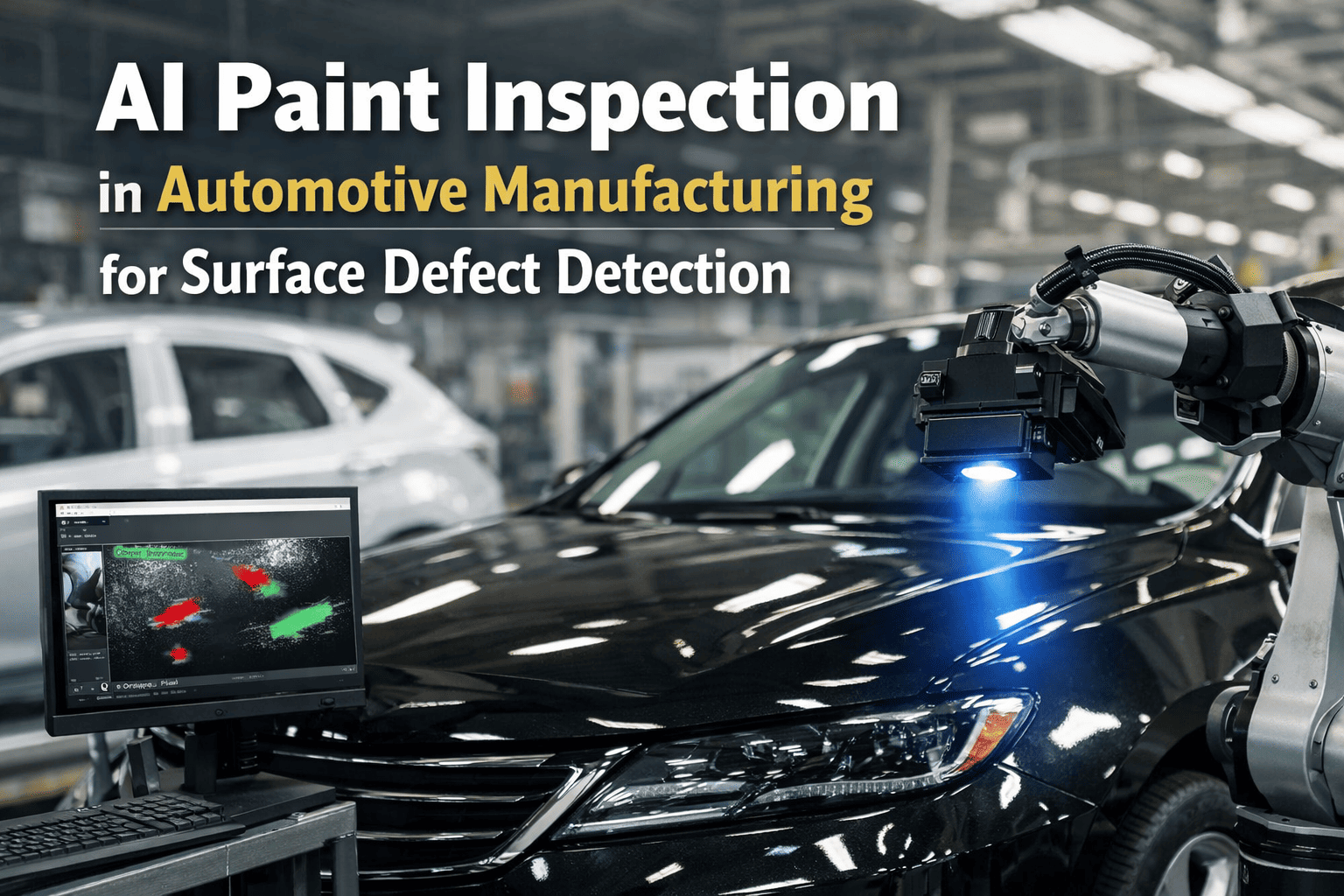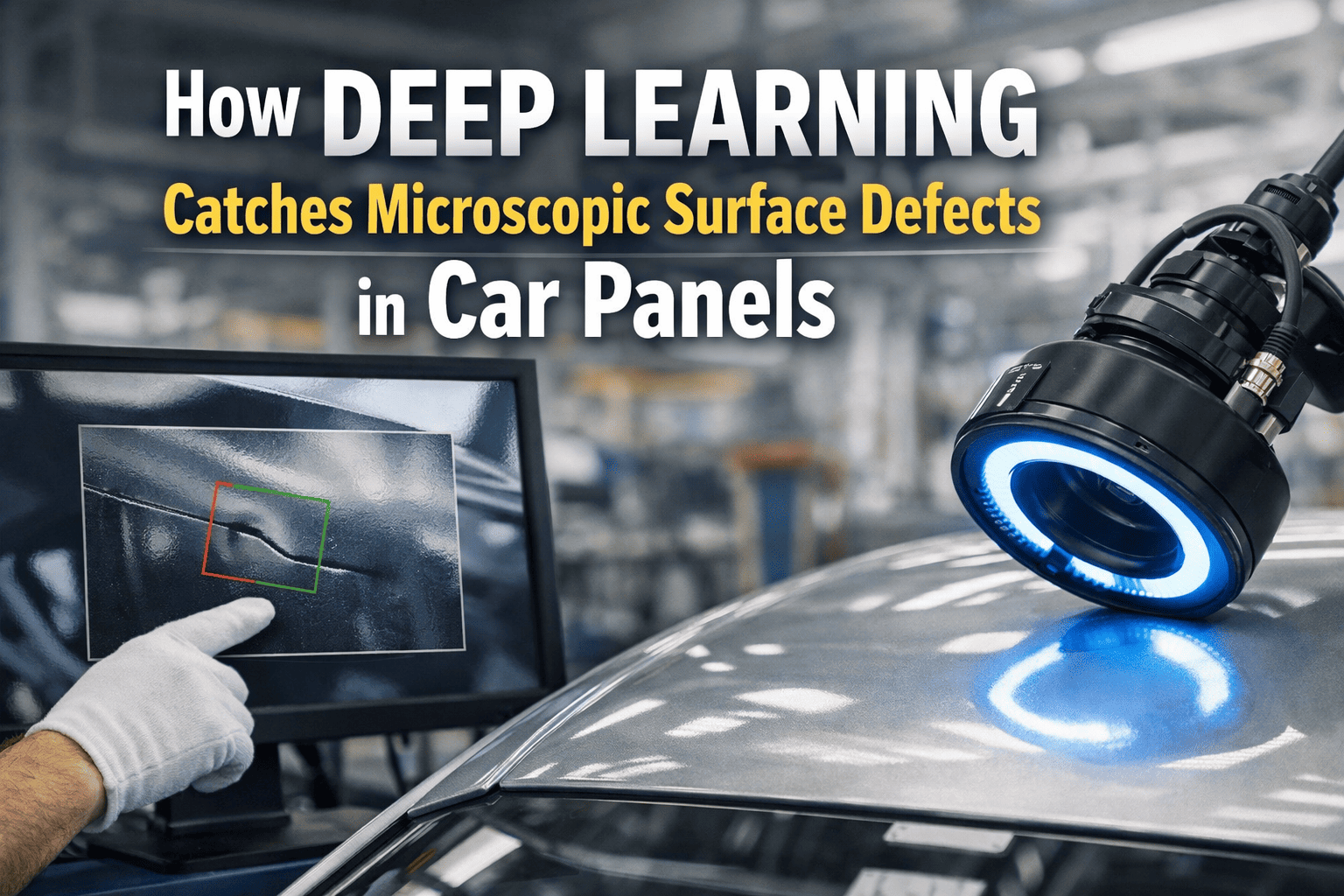
Every automotive plant has a moment where a defective panel slips past a tired inspector under bad lighting and ends up three stations down before anyone notices. Multiply that by the thousands of painted, stamped, and welded surfaces moving down a line every shift, and manual visual inspection becomes the weakest link in an otherwise precise production system. AI computer vision changes that equation by scanning every surface at full line speed, catching dirt nibs, panel gaps, weld splatter, and micro-scratches that the human eye misses under fluorescent light after hour six of a shift. Quality managers who want to see this running against their own defect library can book a demo and watch live detection on real part images.
AI COMPUTER VISION · SURFACE DEFECT DETECTION
Catch the Defect Before It Leaves the Line
AI vision inspection scans painted panels, stamped parts, and welded joints at full line speed, flagging surface defects with 98.7% accuracy so nothing defective reaches the next station.
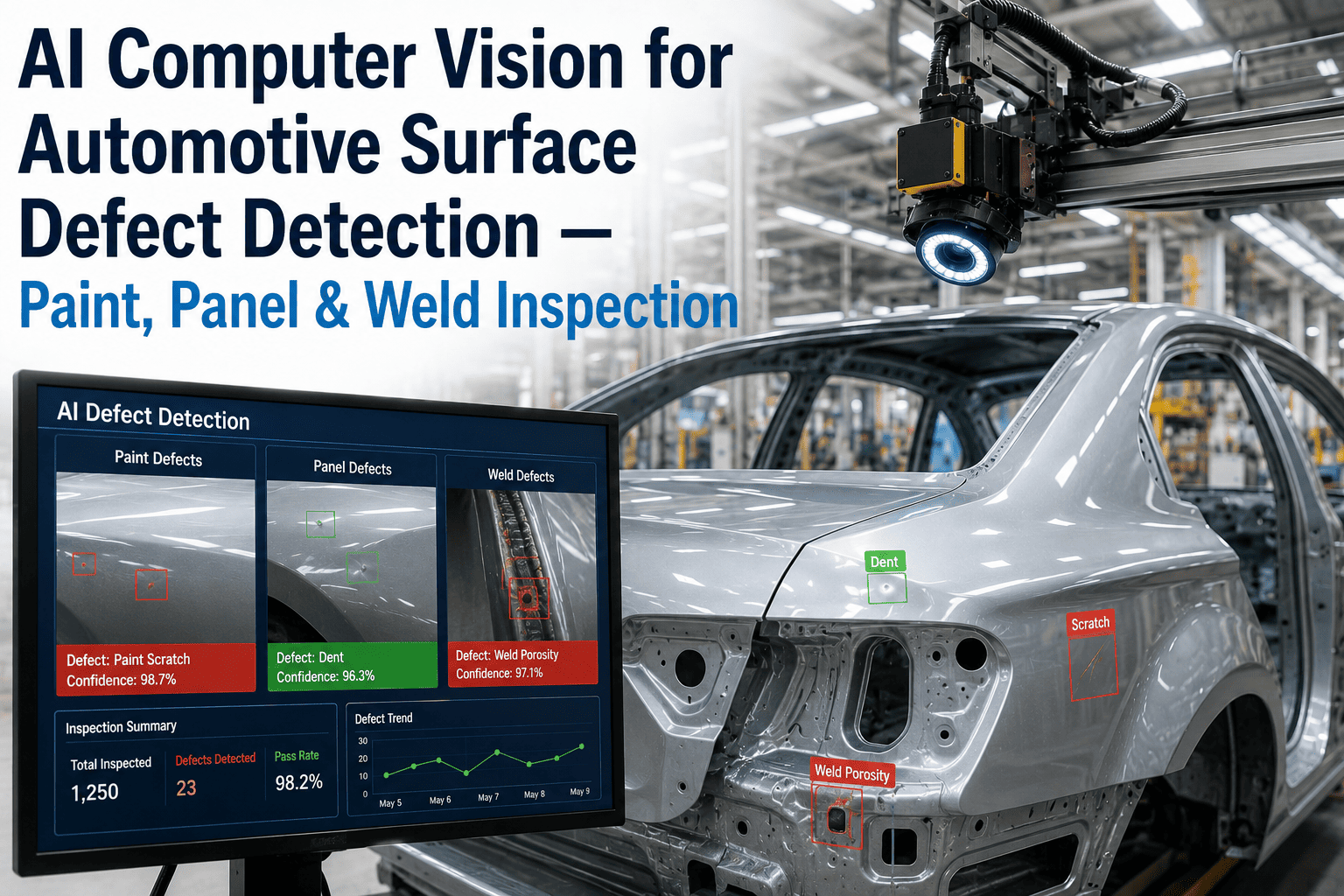
98.7%
Detection accuracy across painted panel, stamped part, and weld surface defect categories
70%
Reduction in manual visual inspection labor after AI vision deployment on the line
<200ms
Average inspection cycle time per part, fast enough to run inline at full production speed
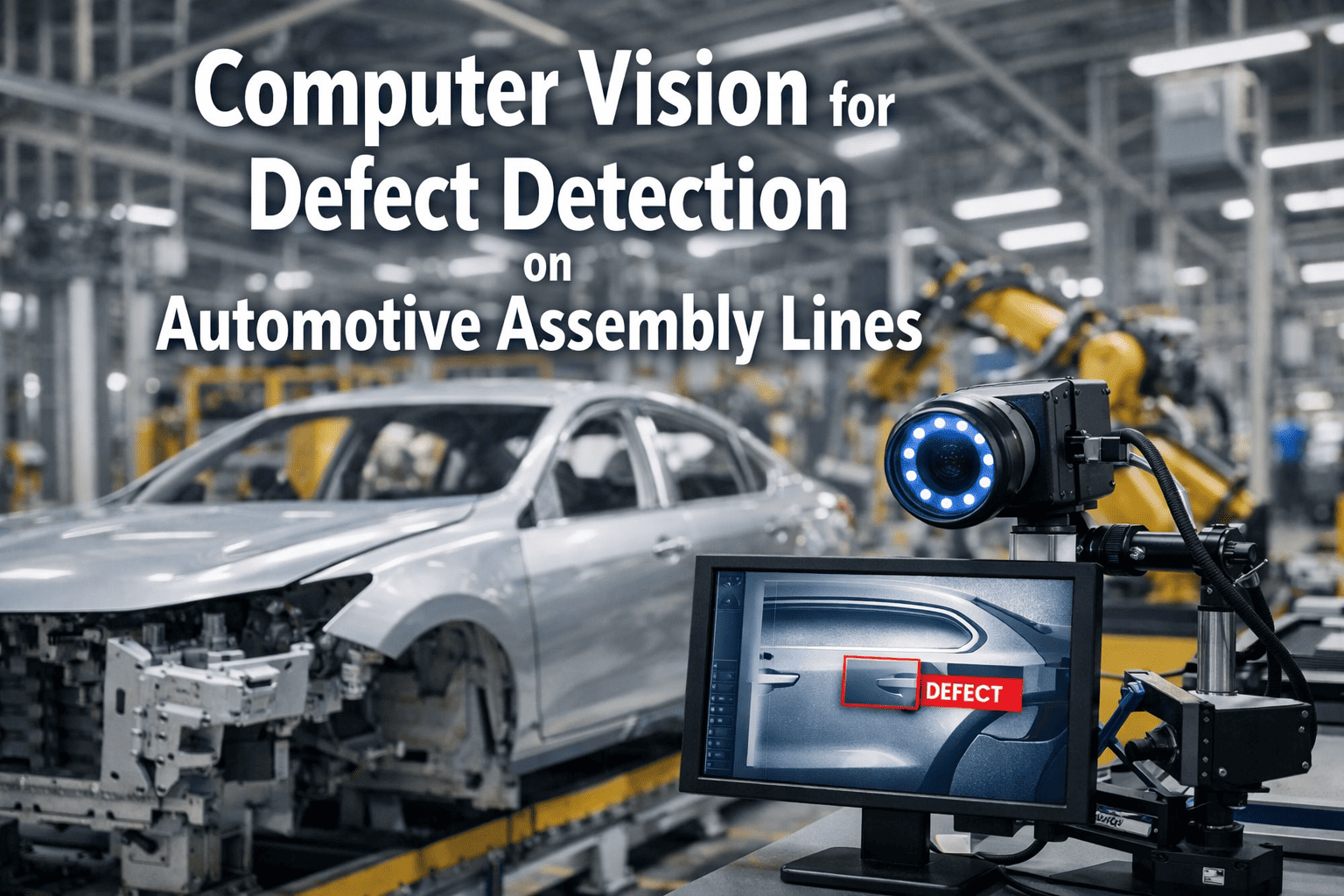
Why Manual Surface Inspection Keeps Failing Quality Teams
Human inspectors are excellent at judgment calls but inconsistent at repetition. Fatigue, lighting variation, camera angle, and shift changes all introduce variability into what should be an objective pass or fail decision. A defect flagged by one inspector at 7am often gets waved through by another inspector at 11pm, and that inconsistency shows up later as warranty claims and field complaints traced back to a stamping or paint booth that looked fine on the floor. AI vision systems apply the exact same detection threshold to every single part, on every shift, without fatigue.
Manual Visual Inspection
Relies on inspector judgment and lighting conditions, catches roughly 80-85% of visible defects, and slows down under high line speed.
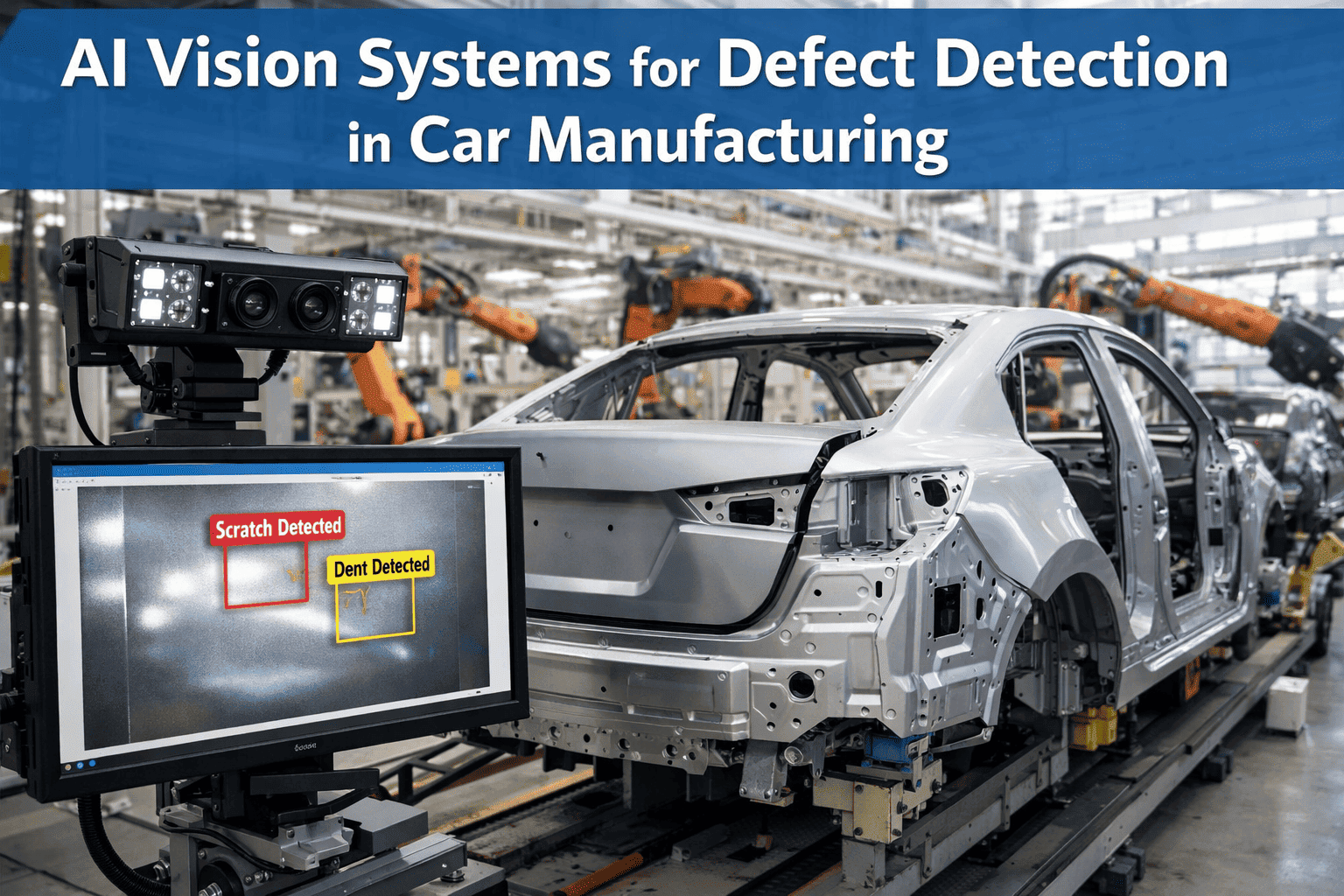
AI Computer Vision Inspection
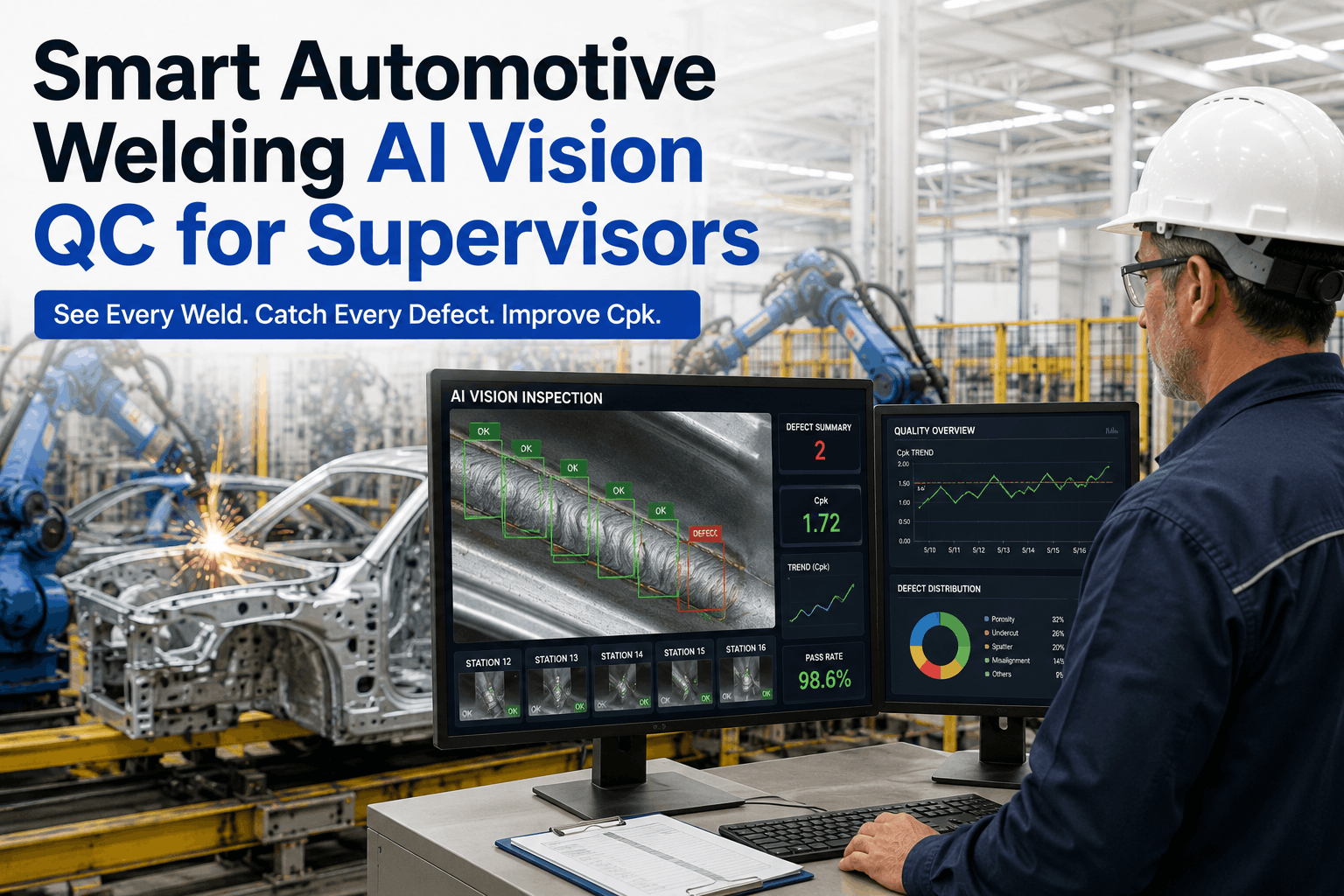
Applies consistent detection thresholds at full line speed, reaches 98.7% accuracy, and logs every defect with a timestamped image for traceability.
Defect Categories AI Vision Is Trained to Catch
A single defect classification model rarely covers the full range of surface issues an automotive line produces. Production-grade AI vision systems are trained across multiple defect families so quality teams get one dashboard instead of five disconnected tools.
| Defect Category | Common Causes | Detection Method |
|---|---|---|
| Paint Surface Defects | Dirt nibs, orange peel, runs, craters from booth contamination | High-resolution surface scan under controlled multi-angle lighting |
| Panel Gap & Fit | Stamping tolerance drift, misaligned trim fixtures | 3D structured light measurement against CAD reference |
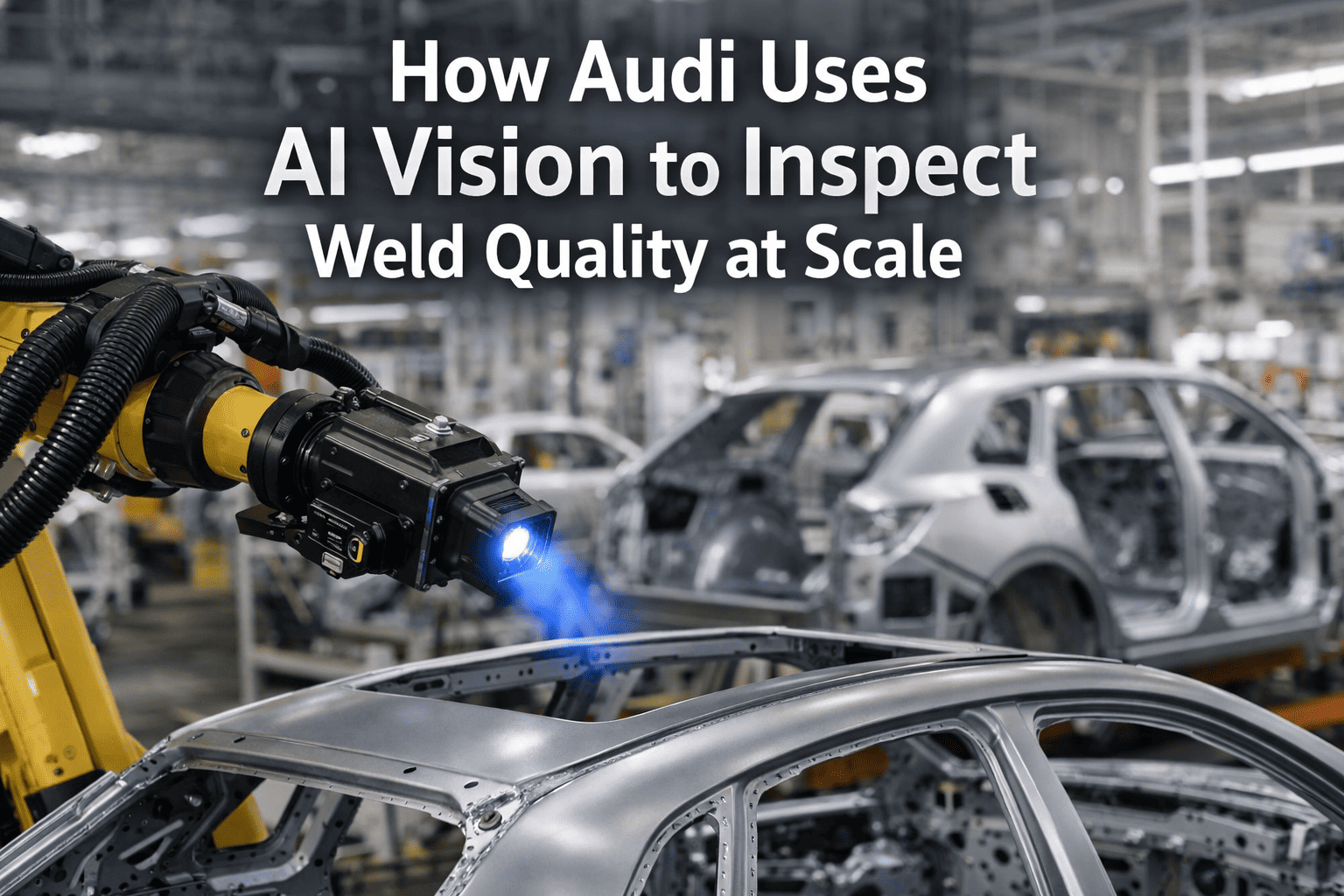
| Weld Surface Quality | Spatter, undersized nuggets, electrode wear | Thermal and visual overlay at the welding cell |
| Stamped Part Cracks | Die wear, material inconsistency, lubrication gaps | Edge and surface contour scanning post-stamp |
Rolling Out AI Vision Without Stopping the Line
1
Camera Placement Survey
Engineers map optimal camera and lighting positions at each inspection point without touching existing tooling.
2
Defect Library Training
Historical defect images and your quality standards train the classification model before it ever makes a live call.
3
Shadow Mode Validation
The system runs alongside human inspectors, comparing calls without acting, until accuracy is proven on your line.
4
Full Inline Deployment
Once validated, the system takes over live pass/fail decisions with full image traceability for every part.
The Business Case Beyond Fewer Escaped Defects
Quality managers usually justify AI vision on defect capture alone, but the bigger financial impact often shows up elsewhere. Rework labor drops because defects are caught and corrected at the station where they happen instead of several stations downstream, where fixing the same issue can take three to five times longer. Warranty exposure shrinks because the defects most likely to trigger a field claim, like a hairline weld crack or a thin spot in paint film, are exactly the categories inline vision is best at catching consistently. And because every inspection generates a timestamped image, quality teams get a searchable defect archive that makes root cause investigation with suppliers and process engineering faster than pulling paper travelers or shift logs.
Rework Labor
Defects caught at the source station instead of several stations downstream cut average rework time substantially.
Warranty Exposure
Consistent detection of the defect categories most linked to field claims reduces downstream warranty cost.
Traceability
Every inspection is logged with an image, giving quality and supplier teams a searchable audit trail on demand.
Is Your Line a Good Fit for AI Vision Inspection?
Not every station needs the same rollout approach, and understanding where your line stands today makes the pilot phase faster and the results more predictable. Lines with consistent part presentation, existing machine vision cameras, and a documented history of defect images tend to reach production accuracy fastest, since the model has real data to learn from immediately. Lines without much historical defect documentation can still succeed, but the shadow mode validation period typically runs a few weeks longer while the system builds its own defect library from live production. Either path is workable, and a quick line assessment during the pilot planning stage will tell you exactly which situation you're in before any commitment is made.
Existing Camera Coverage
Stations with machine vision cameras already installed typically need only a software and lighting upgrade.
Historical Defect Images
A documented library of past defects speeds up initial model training significantly.
Consistent Part Presentation
Parts arriving at a predictable angle and position simplify camera setup and improve accuracy.
Defined Pass/Fail Standards
Written or photographic defect severity standards give the model a clear target to learn against.
Frequently Asked Questions
Yes, AI vision is particularly strong at catching subtle defects like faint dirt nibs, slight orange peel texture, and hairline panel gap deviations that are easy to miss under standard shop floor lighting after several hours on shift. Because the model applies the same detection threshold to every part regardless of time of day, it tends to catch a category of small, easily-overlooked defects that manual inspection lets through. Teams evaluating this on their own defect history can book a demo to see accuracy against real historical images.
In most cases existing machine vision cameras can be reused if resolution and frame rate meet minimum thresholds, so the upgrade is primarily a software and lighting change rather than a full hardware replacement. Where camera coverage has gaps, additional units are added only at those specific stations during the pilot phase. A camera placement survey in the first phase of rollout identifies exactly what needs upgrading before any commitment is made.
Most lines see the model reach usable accuracy within two to three weeks of shadow mode training on historical and live defect images, with full 98.7% class-level accuracy typically achieved by week six as the model sees more edge cases. Shadow mode validation runs the model alongside existing inspectors so no pass/fail decisions are handed over until performance is proven on your specific parts and lighting conditions.
Every flagged defect is logged with a timestamped image, so quality engineers can review and override any call in seconds, and each correction feeds back into retraining the model to reduce that specific error going forward. This feedback loop is what allows accuracy to keep improving month over month rather than staying static after initial deployment. Questions about the review workflow can be directed to support for a walkthrough.
Most quality teams track ROI across three areas: reduction in rework labor hours, reduction in warranty claims tied to escaped defects, and reduction in manual inspection headcount hours redirected to higher-value tasks. Combined, these typically produce a payback period well inside the first year for lines with meaningful existing scrap or rework costs. A facility-specific ROI estimate based on your current defect and rework data can be built during a demo session.