Every cement kiln operation is a sequence of interdependent thermal, chemical, and mechanical processes — preheater tower calcination, rotary kiln sintering, grate cooler quenching, and clinker storage homogenization — where each stage either contributes to target clinker quality or introduces a variability source that downstream laboratory analysis will detect four to eight hours later, long after the process condition that caused it has passed. For digital manufacturing directors responsible for sustaining Cpk 1.67+ across clinker quality parameters — free lime, C3S content, liter weight, and Blaine fineness — the challenge is not data availability. It is causal visibility across the 100-plus process variables that interact across every kiln zone simultaneously. The plants maintaining Cpk above 1.67 consistently are not necessarily the ones with the newest preheaters or the most advanced burner management systems. They are the ones with AI-native SPC monitoring, self-tuning control limits, and multivariate ML root cause detection that correlates every process variable — temperature profiles, pressure differentials, gas concentrations, kiln drive torque, and material chemistry — to pinpoint defect root causes within minutes instead of days. AI root cause detection for cement kiln operations is the operational intelligence layer that converts real-time process data into actionable root cause identification, enabling digital directors to sustain Cpk stability and eliminate defects at their source. This guide covers the complete AI root cause methodology for cement kiln operations and how iFactory's platform delivers continuous, automated root cause analysis that gives digital transformation leaders the process visibility that manual data analysis and traditional SPC dashboards simply cannot match.
Why AI Root Cause Detection Is Fundamentally Different in Cement Kiln Operations
The analytical challenge in a cement kiln is structurally different from discrete or batch manufacturing environments — and applying conventional root cause investigation methodologies to a continuous kiln operation produces incomplete, misleading conclusions. In a cement kiln, the process is continuous: material feed flows through the preheater tower, calciner, rotary kiln, and cooler in a steady state that operates 24 hours per day, 365 days per year. Unlike a batch or discrete process where a defect can be traced to a specific production batch or unit, a cement kiln defect — a free lime excursion, a liter weight drop, a C3S content shift — may originate from a variable that changed 30 to 90 minutes earlier and propagated through multiple process zones before becoming detectable at the clinker discharge. This time-lagged propagation across interdependent zones means that effective root cause detection must operate on multivariate time-series data that spans the entire kiln system simultaneously, correlating variables across process zones with known propagation delays built into the correlation model.
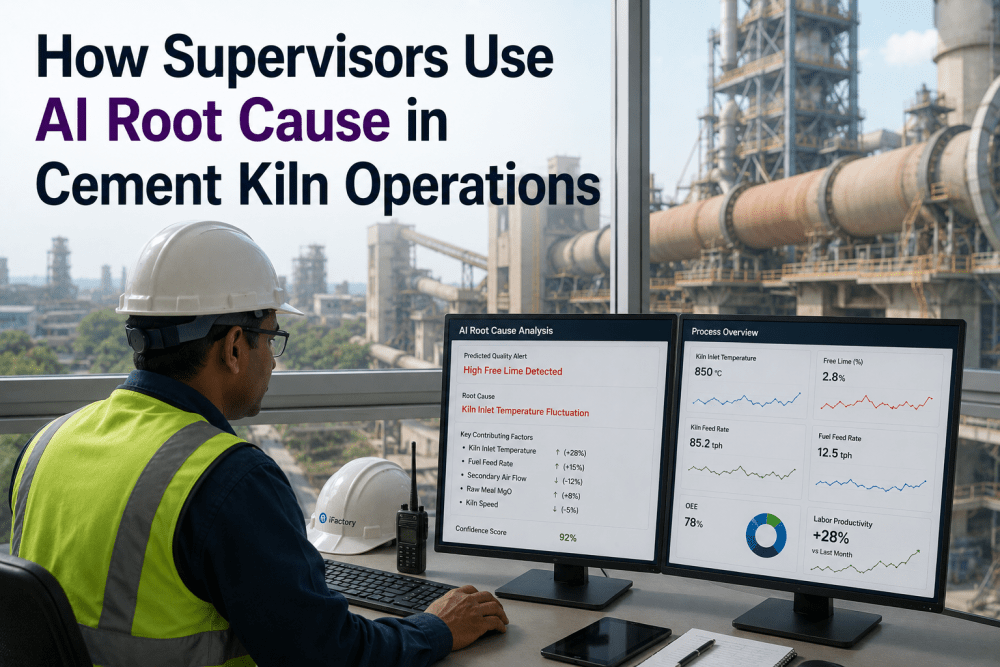
iFactory's AI root cause detection engine ingests data at the individual kiln zone resolution — preheater exit temperature, calciner fuel flow, burning zone temperature profile, cooler grate speed, clinker discharge analysis — and links each zone's process parameters to the quality outcomes measured at the laboratory. The result is a causal chain from kiln conditions to clinker quality that identifies, for example, that Cpk excursions on free lime are driven by a specific combination of calciner exit CO elevation and preheater pressure fluctuation that occurred 45 to 90 minutes before the free lime increase — a finding that threshold-based alarming and manual trend chart analysis would never surface. For digital manufacturing directors evaluating AI root cause detection for their cement kiln operations, Book a Demo to See Multivariate Root Cause in Action
- Quality deviations detected at laboratory — 4 to 8 hours after sampling, full processing cost already incurred
- Root cause investigation based on manual trend chart review — 10 to 20 variables checked, 30 to 90 minutes per event
- SPC control limits set during annual reviews — not updated for seasonal raw material variation or equipment drift
- Cross-zone causal chains invisible — preheater events and kiln quality outcomes reviewed in separate dashboards
- Corrective actions based on operator experience — inconsistent across shifts, recurring defects never permanently eliminated
- Cpk tracked monthly as a lagging indicator — no real-time visibility into stability trends or emerging deviation patterns
- Cpk deviation predicted at kiln feed — corrective action initiated before clinker discharge, zero processing cost incurred
- AI root cause diagnosis in 45 seconds — all 100-plus variables evaluated simultaneously, ranked by contribution percentage
- Self-tuning control limits updated continuously — adaptive baselines adjust for raw material changes, seasonal variation, and equipment condition
- Cross-zone causal correlation automated — preheater, calciner, kiln, and cooler variables linked in unified multivariate model
- Corrective actions generated by AI with explainable reasoning — consistent across every shift, recurring defects eliminated at root
- Cpk trend predicted in real time — stability trajectory visible 2 to 4 hours before deviation reaches specification limit
Multivariate ML Root Cause: Correlating 100+ Kiln Process Variables in Real Time
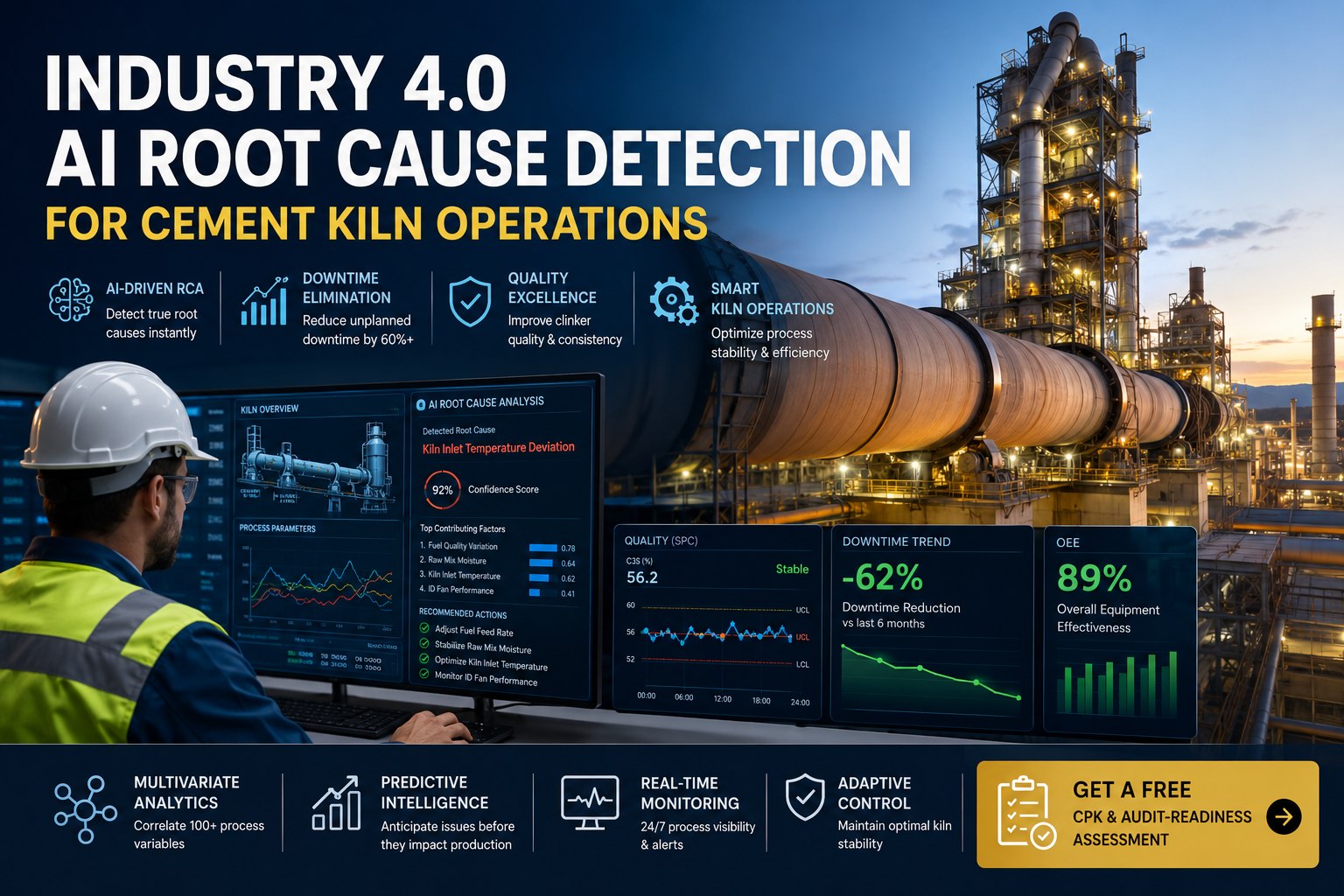
The rotary kiln system is the highest-complexity, highest-interdependency process in cement manufacturing — and it is the zone where multivariate root cause detection delivers the most concentrated value. A Cpk deviation on free lime may be caused by a burning zone temperature drop, which may be caused by a calciner fuel flow reduction, which may be caused by a preheater pressure fluctuation, which may be caused by a raw feed chemistry shift — and each variable change has a different propagation delay to the measurable quality effect. Traditional root cause investigation evaluates each variable sequentially, examining 10 to 20 trend charts manually and relying on the supervisor's experience to identify the causal chain. By the time the root cause is identified, 30 to 90 minutes have elapsed, and the process condition that caused the defect has often self-corrected or evolved into a different condition — leaving the plant without a clear corrective action. iFactory's multivariate ML engine changes this by evaluating all 100-plus process variables simultaneously, training models on the specific precursor signatures that precede each defect type, and delivering a ranked root cause diagnosis within 45 seconds of the quality event. Schedule a Technical Review of the ML Architecture
Automated SPC with Self-Tuning Control Limits for Sustained Cpk 1.67+
The SPC monitoring framework is the foundation of every AI root cause detection deployment — because root cause analysis is only as effective as the deviation detection system that triggers it. Traditional SPC in cement plants operates on fixed control limits that are set during the annual quality review and updated when a major process change — a new raw material source, a fuel switch, or an equipment upgrade — forces a recalculation. In the intervals between these updates, the control limits drift out of alignment with actual process capability, producing either excessive false alarms that desensitize the operations team to real deviations or insufficient sensitivity that allows emerging Cpk deterioration to go undetected for hours or days. Self-tuning control limits eliminate this gap by continuously recalculating upper and lower control limits based on a rolling window of recent process performance, adjusted for known sources of natural variation that would otherwise trigger unnecessary alarms — raw material chemistry shifts, ambient temperature effects, and product grade transitions.
iFactory's self-tuning SPC engine applies separate control limit calculation logic to each process variable, calibrated to the natural variation characteristics of that specific measurement. For variables with high natural variability — preheater exit pressure, for example — the control limits are wider and the anomaly detection threshold is set higher to avoid false alarms from normal process turbulence. For variables with low natural variability — clinker free lime, for example — the limits are tighter and the detection sensitivity is set higher to ensure that even small deviations from the Cpk target are flagged for root cause investigation. The result is a monitoring framework that maintains 98%+ detection sensitivity for genuine process deviations while reducing false alarm rates by 60 to 80% compared to fixed-limit SPC — enabling the operations team to trust the alarm system and respond to every alert with appropriate urgency. Book a Demo to See Self-Tuning SPC in Action
Root Cause Workflow: From Process Anomaly to Corrective Action
The value of AI root cause detection is determined not by the speed of diagnosis but by the speed of corrective action execution. A root cause identified in 45 seconds is only valuable if the corrective action reaches the right team member in a form that enables immediate action — with clear instructions on what to adjust, by how much, and within what time window to prevent Cpk deterioration. iFactory's root cause workflow engine bridges the gap between diagnosis and action by converting the multivariate ML model's ranked root cause output into structured corrective action instructions that are routed to the appropriate team member — the shift supervisor, the process engineer, or the maintenance team — based on the root cause category and the action type required. Book a Demo to See the Workflow Engine
The workflow model iFactory builds around root cause detection eliminates the most common failure mode in cement plant quality management: the gap between root cause identification and corrective action execution. In plants managing root cause investigation manually, 40 to 60 percent of identified root causes never receive a documented corrective action because the investigation consumes so much time that the next process deviation has already occurred before the previous one is resolved. iFactory's automated workflow closes this gap by routing root cause diagnoses to the appropriate team member with structured corrective action instructions within 60 seconds of the quality event — ensuring that every root cause receives a documented corrective action and that every corrective action outcome is tracked for effectiveness. Digital transformation leaders who schedule a platform walkthrough typically find that the automated workflow capability is what transforms root cause detection from a diagnostic tool into an operational improvement system.
Predictive Maintenance Integration: Root Cause Detection for Critical Kiln Assets
A significant proportion of Cpk deviations in cement kiln operations are caused not by process parameter drift or raw material chemistry changes but by equipment degradation that alters the process conditions across one or more kiln zones. A preheater cyclone blockage, a calciner burner tip deformation, a kiln shell refractory loss, or a cooler grate drive misalignment each produces a characteristic process variable signature that, when detected early, enables corrective action before the quality deviation reaches the clinker silo. iFactory's predictive maintenance integration extends the AI root cause detection model to cover equipment-related root causes, linking the process variable signatures of equipment degradation to the quality outcomes they produce — and enabling the digital manufacturing director to manage equipment health as a direct input to Cpk stability rather than a separate maintenance concern. Reliability leaders who book a technical review often discover that equipment-related root causes account for 30 to 50 percent of their recurring Cpk deviations that had previously been attributed to process causes.
| Kiln Asset | iFactory Monitoring Parameters | Failure Mode Detected | Warning Lead Time | Estimated Avoided Cpk Impact / Event |
|---|---|---|---|---|
| Preheater Cyclone | Pressure differential, exit gas temperature, material flow deviation | Cyclone blockage, coating buildup, gas bypass | 4–12 hours | $120,000–$280,000 |
| Calciner Burner & Fuel System | Fuel flow pressure, flame temperature profile, exit gas O₂/CO signature | Burner tip deformation, fuel nozzle wear, air/fuel ratio drift | 3–10 days | $200,000–$450,000 |
| Rotary Kiln Shell & Refractory | Shell temperature scanner, kiln drive torque signature, rotation speed variation | Refractory loss, hot spot development, shell ovality | 2–14 days | $350,000–$750,000 |
| Clinker Cooler Grate System | Grate drive speed, air flow distribution, clinker discharge temperature | Grate drive misalignment, fan vane wear, air distribution imbalance | 5–18 days | $150,000–$320,000 |
| ID Fan & Baghouse System | Fan vibration, motor current, pressure drop across baghouse, temperature | Fan imbalance, baghouse bag rupture, ID fan bearing degradation | 7–21 days | $90,000–$200,000 |
| Kiln Drive & Gear System | Drive torque signature, gear mesh vibration, lubrication temperature | Pinion/gear wear, bearing play, lubrication system failure | 4–12 days | $180,000–$380,000 |
Expert Perspective: What AI Root Cause Detection Changes in Cement Kiln Operations
We had been managing Cpk on free lime with fixed SPC limits that we recalculated annually — every January, regardless of whether the process had changed. For four years running, we saw the same pattern emerge: free lime Cpk would start declining in late February, stabilize through the spring and summer, and then drop again in October when the raw material chemistry shifted with the seasonal change at the quarry. Each time it dropped, we would pull trend charts, adjust the burning zone temperature, and bring Cpk back up in about two hours of investigation and trial-and-error correction. We had never connected the timing of the Cpk decline to the seasonal chemistry shift because the quarry data and the kiln quality data sat in separate systems that no one had ever integrated. When we deployed iFactory's AI root cause platform, the multivariate model identified the seasonal raw material chemistry correlation in the first week of data analysis — and established a preemptive chemistry adjustment protocol that eliminated the seasonal Cpk decline entirely. Our free lime Cpk has been above 1.67 for 14 consecutive months. We were managing symptoms for four years. The AI showed us the root cause in seven days.
Frequently Asked Questions: AI Root Cause Detection for Cement Kiln Operations
iFactory recommends a minimum of 12 months of historical process data — including DCS historian data at 1-minute resolution or better, quality lab results with timestamps, and equipment maintenance records — to achieve initial model accuracy of 85% or higher at deployment. Plants with 18 to 24 months of data typically achieve 90%+ initial accuracy. The model continues to improve with each confirmed root cause event, adding approximately 11% accuracy improvement per 6-month operating cycle through the closed-loop learning mechanism.
iFactory connects to the kiln DCS historian via OPC-UA protocol — the industry standard for cement plant process data connectivity — and to the quality LIMS via direct API or database connector depending on the LIMS vendor. Data integration is typically completed in 3 to 4 weeks without disrupting ongoing operations. For plants without a centralized data historian, iFactory provides edge data collection appliances that connect directly to the PLC network and buffer data until connectivity to the cloud platform is available.
Yes — this distinction is the primary function of the self-tuning limit algorithm. Common-cause variation — raw material chemistry shifts, ambient temperature effects, and normal process turbulence — is captured in the rolling baseline adjustment that recalibrates the control limits every 15 minutes. Special-cause variation — equipment failures, sensor faults, operator errors — is detected as statistical outliers relative to the adjusted baseline and flagged for immediate root cause investigation. This dual-mode detection is what enables the platform to maintain 98%+ detection sensitivity while reducing false alarm rates by 60 to 80%.
The multivariate ML model maintains separate baseline models for each cement type produced on the kiln line — Type I, Type II, Type III, Type IV, and specialty cements each have their own process characteristic envelope and Cpk target specifications. When the kiln transitions from one cement type to another, the model automatically switches to the appropriate baseline model and control limit set within the transition stabilization period. Product-type-specific root cause patterns are tracked separately, enabling the digital director to identify whether a recurring defect is specific to a particular cement type or general across all production on the line.
iFactory's cement kiln deployments typically reach full cost recovery within 9 to 15 months of deployment. The fastest payback cases occur when the platform identifies a high-frequency root cause in the first 30 days of operation that, once eliminated, reduces Cpk-related defects by more than the platform's annual fee in a single quarter. For a 1.5M TPY plant with an annual defect-related cost of $4 to 8 million — including re-blending, downgrade sales, customer claims, and lost production — reducing defect costs by 35 to 50% through systematic root cause elimination generates $1.4 to 4 million in annual savings. An ROI modeling session using your plant's specific production economics and defect history is available at no cost.
Conclusion: The Root Cause Intelligence Layer Your Cement Kiln Operation Is Missing
The gap between the Cpk stability your kiln line is capable of achieving and the Cpk stability it delivers today is a root cause visibility problem before it is a process capability problem. Process variables that are trending toward deviation are detected only when the quality lab results arrive 4 to 8 hours after sampling. Control limits that were set during the annual quality review have drifted out of alignment with actual process conditions. Cross-zone causal chains that connect preheater events to kiln quality outcomes remain invisible because the data lives in separate systems that no one has integrated. Equipment degradation that produces quality deviations is attributed to process causes because the process variable signatures of incipient equipment failure are not recognized as maintenance indicators. These are solvable problems — and they are solvable with the data that your cement plant is already generating, once that data is connected, analyzed, and acted on at the resolution that AI-powered root cause detection makes possible.
iFactory's AI root cause detection platform brings multivariate ML correlation, self-tuning SPC monitoring, automated root cause ranking, and closed-loop workflow execution to cement kiln operations that have been managing Cpk stability reactively on manual investigation workflows and fixed-limit dashboards that arrive too late. The result is a kiln line that sustains Cpk 1.67+ continuously, identifies root causes in 45 seconds instead of 90 minutes, eliminates 30 to 70 percent of recurring defects, and provides digital manufacturing directors with the real-time causal visibility they need to transform quality management from a reactive cost center into a strategic competitive advantage — with the first validated root cause patterns available within 21 days of deployment and ongoing accuracy improvement through continuous model learning. The data is already there. The root causes just need to be connected to it.