A reliability engineer managing cartoning and case packing lines in high-SKU packaging operations faces a persistent contradiction: every changeover follows a documented standard operating procedure, every machine runs within its designed speed range, every jam is cleared and logged — yet changeover times still drift upward across the shift, jam frequency still clusters around specific format transitions, and OEE still degrades as the product mix rotates through the production schedule. The SOP says the changeover takes twelve minutes. The actual changeover takes eighteen minutes on the third format switch of the day because the cartoner's lane guide adjustment mechanism has accumulated play from repeated repositioning, the case packer's glue nozzle alignment has shifted since the last preventive maintenance, and the operator compensating for these deviations spends extra time on fine-tuning that the SOP does not account for. The jam log shows the cartoner jammed on the same carton flap tuck-in station three times in the last two shifts, but the root cause — a worn tuck-in finger that only fails when the carton board stiffness varies above a certain threshold — is invisible to the machine's standard sensors because they detect the jam after it occurs, not the mechanical condition that precedes it. This gap between the machine as it was when commissioned and the machine as it is after thousands of cycles, hundreds of changeovers, and incremental mechanical degradation is the largest unaddressed source of OEE loss in cartoning and case packing operations — and no amount of post-jam troubleshooting or preventive maintenance scheduling can close it, because the troubleshooting addresses the jam event while the maintenance schedule addresses calendar intervals rather than the actual mechanical condition that produces the failure. iFactory's AI-powered changeover optimization and jam detection analytics close this gap by correlating every changeover duration, every jam event, and every format transition with the machine's real-time mechanical state — identifying the specific wear patterns, adjustment drift, and operating conditions that precede OEE loss before the loss materialises as downtime.
AI Changeover Optimization — From Fixed SOP to Adaptive Sequence
Traditional changeover procedures treat every format switch as a standardised sequence of steps executed in the same order regardless of machine condition, operator skill, or product sequence. The SOP defines the steps. The operator follows them. The changeover time is measured and compared against the standard. If the changeover exceeds the standard time, the investigation asks whether the operator followed the procedure correctly. This model assumes that the optimal changeover sequence is static. It is not. The optimal sequence depends on the current mechanical condition of each adjustment axis — the lane guide wear state, the glue nozzle alignment drift, the tuck-in finger spring tension, the conveyor belt tracking position — and on the specific combination of the previous format and the next format. A changeover from a tall carton to a short carton on a cartoner with worn lane guide bushings requires a different sequence and different fine-tuning approach than the same format switch on a machine with fresh bushings. The SOP cannot capture this variability. AI changeover optimization can.
The iFactory AI platform learns the relationship between every changeover step duration, the machine's mechanical state at the time of the changeover, and the resulting changeover quality measured by first-pass pack quality after restart. After observing enough changeover cycles across the full format matrix, the AI identifies the optimal sequence for each format transition given the current machine condition — and recommends the sequence to the operator through the shift logbook interface. The operator sees the recommended step order, the expected duration for each step based on current machine state, and the predicted first-pass quality outcome. The platform does not replace the operator's judgment — it provides the operator with a machine-condition-aware procedure that adapts to the real state of the equipment rather than the static state assumed by the original SOP.
For the reliability engineer, the changeover optimization analytics provide visibility into which mechanical components are driving changeover time variability. When the lane guide adjustment step consistently takes longer than the AI-predicted duration across multiple operators, the platform flags the lane guide mechanism for inspection — not because a calendar interval has elapsed, but because the data shows the mechanism is degrading and requiring increasing compensation effort. The reliability engineer receives a notification with the specific component, the trend data showing the degradation trajectory, and a recommended maintenance action before the degradation produces a changeover failure or a jam event. This shifts changeover maintenance from schedule-based to condition-based, addressing the mechanical root cause of changeover time drift rather than managing the symptom through extended changeover allowances. Book a Demo to see how iFactory's changeover optimization adapts to your machine condition and product format matrix.
Jam Detection Analytics — From Post-Jam Recovery to Pre-Jam Prediction
Every jam on a cartoning or case packing machine follows a predictable pattern: a mechanical condition develops (wear, misalignment, contamination, tension loss), the condition interacts with a specific product or material variable (board stiffness variation, carton flap tolerance, product position shift), and the interaction produces a jam at a specific machine station. The machine's standard sensors detect the jam when it occurs — a photo-eye times out, a torque limit is exceeded, a position encoder mismatch is registered. The jam is cleared, the machine restarts, and the event is logged. The log records the jam location, the time lost, and the product running. It does not record the mechanical condition that preceded the jam, the specific material variable that triggered it, or the combination of factors that made the jam predictable before it occurred.
iFactory's jam detection analytics correlate data from every available source — machine PLC data (motor current, torque, position, cycle time per station), sensor data (photo-eye timing, proximity switch activation patterns), product data (carton dimensions, board grade, flap crease quality), and format transition data (previous format, new format, elapsed time since last changeover) — to build a predictive model of jam probability at each machine station for every combination of product, format, and machine condition. The model does not predict jams based on historical frequency alone. It predicts jams based on the current combination of mechanical state and product variables, identifying conditions that historically preceded jams even when no jam has occurred yet on the current shift.
When the model detects a jam risk exceeding a configurable threshold, the reliability engineer receives an alert through the iFactory dashboard with the specific machine station, the contributing factors (mechanical wear indicator, product variable, operating condition), and a recommended preventive action. The action may be a minor adjustment (tightening a belt tension, cleaning a sensor lens, adjusting a guide rail position) that takes two minutes during a planned stop rather than twenty minutes of unplanned downtime to clear a jam. The difference between a two-minute preventive adjustment and a twenty-minute jam recovery is the difference between operating at 85 percent OEE and operating at 78 percent OEE — and across a packaging line running three shifts, that difference compounds into thousands of lost production hours per year. Book a Demo to see how iFactory's jam prediction analytics identify jams before they occur on your cartoners and case packers.
Mechanical Wear Tracking — The Data Layer That Connects Changeover, Jams, and Maintenance
The common thread between changeover time drift, jam frequency increase, and packaging line OEE degradation is mechanical wear. Changeover adjustments take longer because adjustment mechanisms have accumulated play. Jams occur more frequently because component tolerances have widened. OEE declines because both effects compound across the production shift. Traditional maintenance tracking monitors wear through scheduled inspections and component replacement intervals — but the interval is calendar-based or cycle-count-based, not condition-based. A lane guide bushing may wear out after 5,000 cycles on one machine and after 15,000 cycles on an identical machine running different product formats. The calendar interval does not distinguish between these cases. The wear tracking data does.
iFactory's mechanical wear tracking analytics derive component wear indicators from the machine's existing sensor data — motor current profiles that change as bearing friction increases, position encoder repeatability that degrades as guide rail alignment shifts, cycle time per station that increases as mechanism resistance grows. The platform does not require additional sensors. It extracts wear indicators from the data the machine already generates, correlates them with changeover duration and jam events, and provides the reliability engineer with a continuous view of each component's degradation trajectory. When the trajectory indicates that a component is approaching the end of its useful life, the platform recommends replacement during the next planned maintenance window — not during an emergency breakdown call that stops the line for an hour.
The correlation between wear tracking data and operational events is what makes the analytics actionable for the reliability engineer. A cartoner tuck-in station that shows increasing cycle time variance across the shift is not just a monitoring data point — it is a predictor of jams that will occur when carton board stiffness varies above the threshold the worn mechanism can handle. A case packer lane guide that shows decreasing position repeatability after each changeover is not just a maintenance data point — it is a predictor of the next format switch that will take 25 percent longer than the standard SOP time. The reliability engineer who sees these correlations in the iFactory dashboard can intervene before the jam and before the extended changeover, maintaining OEE at the target level rather than recovering from loss after it occurs. Talk to an Expert to learn how iFactory translates your existing machine data into actionable mechanical wear indicators.
What the iFactory Packaging Line Dashboard Shows the Reliability Engineer
The iFactory packaging line dashboard is structured around the decisions a reliability engineer makes about cartoning and case packing operations across every shift — not the data a packaging technician monitors on every cycle. Each view answers one question clearly, with the supporting detail available one click deeper. The dashboard does not require the reliability engineer to interpret raw PLC data, analyse motor current waveforms, or review individual jam logs. It surfaces the actionable output of those analyses: which machines are at risk for jams, which changeovers are likely to exceed target time, which mechanical components are degrading, and where maintenance intervention will produce the highest OEE improvement.
Before deploying iFactory's AI analytics, our changeover time tracking was based on the SOP standard versus the clock. We knew changeovers were taking longer than they should, but we had no way to connect the duration variance to specific mechanical components. The AI changeover optimisation changed this. Within the first month, the platform identified that our cartoner lane guide adjustment mechanism was consistently adding three to four minutes to every format switch — not because operators were making errors, but because the guide rails had accumulated lateral play that required multiple fine-tuning passes. We replaced the guide bushings during the next scheduled maintenance, and the changeover time for that specific format transition dropped from nineteen minutes to thirteen minutes — matching the AI-predicted optimal time. The jam prediction analytics then identified that the same guide rail wear was contributing to carton misalignment jams on the tuck-in station. Fixing the mechanical root cause addressed both the changeover time issue and the jam frequency issue simultaneously. OEE improved by 14 percent across the line within two months.
— Reliability Engineer, High-SKU Packaging Operation — 4 Cartoners, 3 Case Packers, 150+ SKUs, 3 ShiftsThe Measurable Impact — What Reliability Engineers Report After Deploying AI Changeover and Jam Analytics
The transition from fixed-SOP changeovers and reactive jam management to AI-optimised changeovers and predictive jam detection produces measurable outcomes across every dimension of packaging line performance. The pattern is consistent across cartoners (continuous motion, intermittent motion, wrap-around), case packers (top-load, side-load, end-load, wrap-around), and all packaging line configurations serving high-SKU operations with frequent format changes.
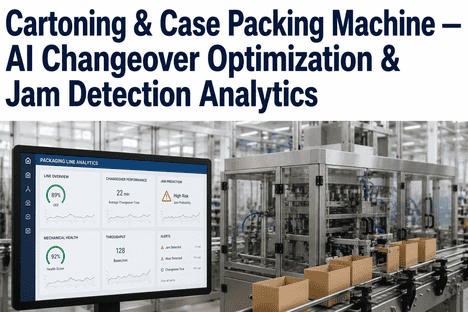
The data shown above represents first-year outcomes from packaging operations that deployed AI changeover optimization and jam prediction across their full cartoning and case packing fleet. Facilities that deployed initially on a single high-volume line or a single packaging machine type report proportionally similar improvements on the deployed scope, with the benefit compounding as additional lines and machine types are added to the AI model. The pattern is consistent regardless of facility size: the magnitude of changeover time reduction correlates with the number of format transitions per shift, and the jam frequency reduction correlates with the completeness of the machine data streams feeding the AI model.
Beyond the direct changeover and jam metrics, reliability engineers report secondary effects that compound over time. The mechanical wear tracking creates a continuous component health record that makes maintenance prioritisation data-driven rather than schedule-driven — components with degrading wear indicators are serviced before they produce jams or changeover failures, not after. The changeover optimisation data provides process engineers with objective evidence for format sequence planning — identifying which product sequences minimise changeover time and which format transitions should be avoided in back-to-back scheduling. And the jam prediction analytics provide reliability engineers with a precise record of exactly which combination of mechanical state and product variables preceded each near-miss event — eliminating the reconstruction uncertainty that plagues traditional jam investigations where the machine has already been adjusted or the product run has already changed before the investigation begins.
The reliability engineers reporting the highest impact are those who configure the AI platform to automatically generate work orders when mechanical wear indicators cross the preventive threshold — creating a closed loop between machine condition detection and maintenance execution that prevents jams and changeover failures from developing in the first place. This configuration shifts the packaging line maintenance model from schedule-based to condition-based, and it is the single intervention that produces the most significant OEE improvement. Book a Demo to see how iFactory's AI platform for cartoning and case packing lines can transform your packaging OEE.
Conclusion
Packaging line OEE loss in cartoning and case packing is not a speed problem, an operator problem, or a scheduling problem — it is a mechanical condition visibility problem. When the packaging line operates on SOP procedures that assume the machine is in the same condition as when it was commissioned, changeovers take longer because adjustment mechanisms have degraded, jams occur more frequently because component tolerances have widened, and OEE declines because both effects compound across every shift. The SOP is correct — for the machine as it was on day one. The machine as it is after thousands of cycles, hundreds of changeovers, and incremental mechanical degradation is a different system, and no amount of operator training or schedule optimisation can close the gap between the static procedure and the dynamic machine condition.
iFactory's AI-powered changeover optimization and jam detection analytics close this gap by correlating every changeover duration, every jam event, and every format transition with the machine's real-time mechanical state — identifying the specific wear patterns, adjustment drift, and operating conditions that precede OEE loss before the loss materialises as downtime. The platform does not require new sensors, does not disrupt certified production cycles, and does not replace operator expertise. It adds a machine-condition-aware intelligence layer above the existing control and maintenance systems — making the reliability engineer's knowledge of what is happening on the packaging line continuous, predictive, and actionable.
The distinction between a machine that was maintained on schedule and a machine that is currently capable is the structural root cause of packaging line OEE loss that persists despite preventive maintenance programmes and operator training. Preventive maintenance ensures components are inspected at intervals. AI condition monitoring ensures components are addressed when the data shows they need attention. The difference is not in the maintenance outcome — both approaches produce maintained machines. The difference is that one approach knows the component condition continuously and acts on degradation before it affects production, while the other approach discovers the degradation when the next jam event or extended changeover reveals it.
iFactory's AI platform for cartoning and case packing lines is designed for reliability engineers who need to maximise packaging line OEE across high-SKU operations with frequent format changes. Book a Demo to see the AI changeover optimization and jam detection dashboard configured for your cartoner and case packer fleet, or talk to an expert about a free packaging line OEE assessment for your operation.