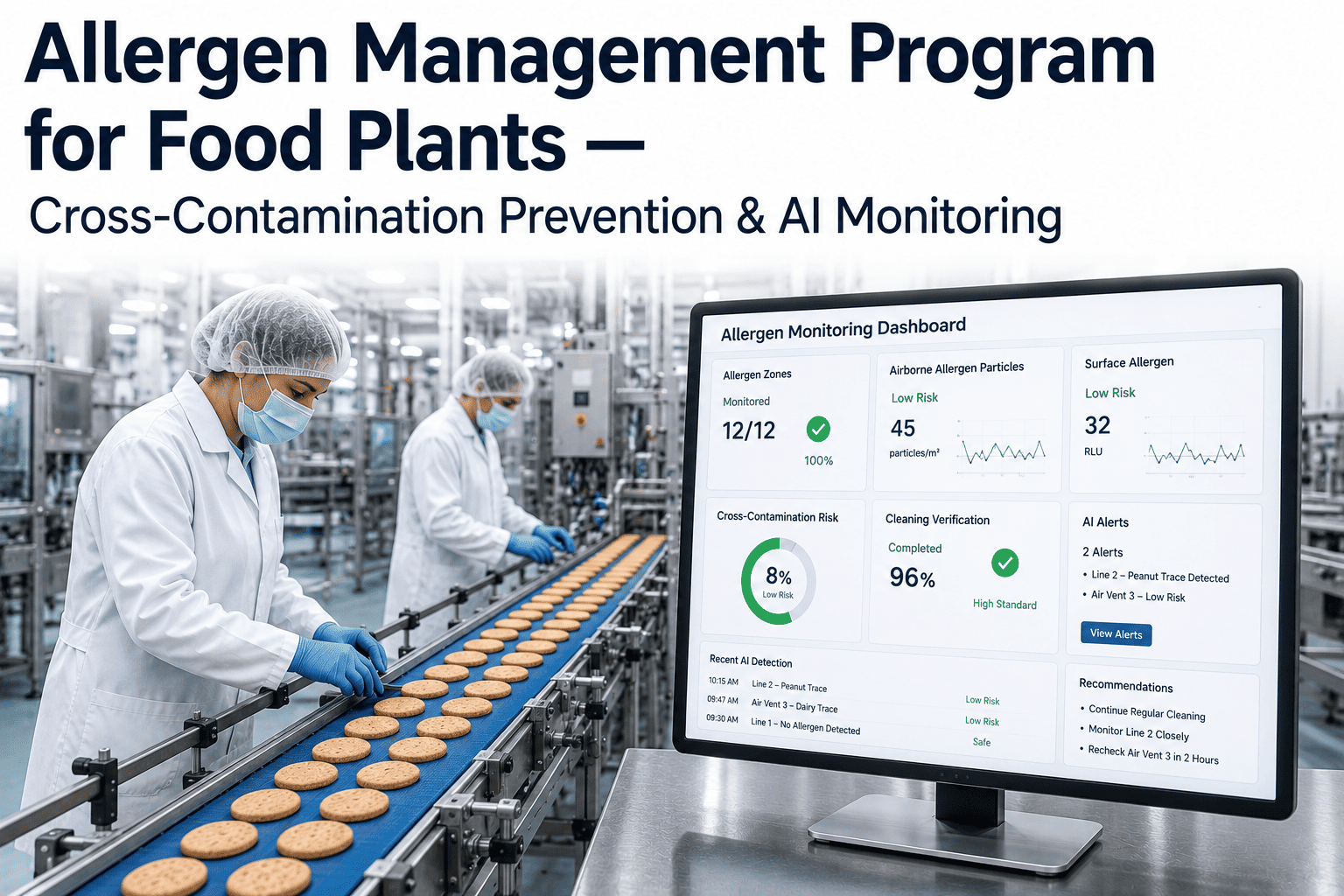
Allergen Management Program for Food Plants — Cross-Contamination Prevention & AI Monitoring
By James Smith on July 2, 2026
A single undeclared allergen is one of the fastest ways a food manufacturing plant ends up in a Class I recall, and it rarely happens because someone forgot an ingredient was present. It happens because a shared line wasn't cleaned thoroughly enough between runs, a label was pulled from the wrong batch, or a changeover schedule packed two allergen-different products back to back without enough buffer. Quality managers building an allergen management program are really solving a scheduling, sanitation, and verification problem all at once, not just a labeling one. The plants that get this right treat allergen control as a continuously monitored system rather than a once-a-year training refresh. Quality teams looking to tighten their current program can book a demo and see how cross-contact risk is tracked in real time.
ALLERGEN MANAGEMENT · FOOD MANUFACTURING · 2026
Cross-Contamination Doesn't Announce Itself. Your Program Should Catch It Anyway.
Build an allergen management program that connects scheduling, sanitation validation, and labeling into one system that flags risk before product ships.
Major food allergens now recognized under FALCPA labeling requirements, including sesame
~30%
Of FDA food recalls each year are linked to undeclared allergens or mislabeling issues
2-4 Hours
Typical time lost per changeover when allergen sanitation validation is done manually
100%
Of shared-line changeovers should have a documented, verified cleaning result before the next run starts
Where Allergen Risk Actually Enters Your Process
Most allergen programs focus heavily on labeling, but the highest-risk moments happen earlier in the process, long before a label is ever printed. Understanding exactly where risk enters lets a quality manager put controls in the right place instead of spreading effort thin across the whole plant.
Process Step
Primary Allergen Risk
Typical Control
Receiving & Storage
Mislabeled or substituted raw material
Supplier verification and incoming label match check
Production Scheduling
Allergen product run immediately before non-allergen run
Allergen-aware scheduling with buffer or dedicated sequencing
Line Changeover
Residual allergen left on shared equipment surfaces
Validated cleaning procedure with swab or ATP verification
Packaging & Labeling
Wrong label applied to allergen-containing product
Automated label verification tied to the active production order
CROSS-CONTACT PREVENTION · 2026
See Where Your Current Program Has Blind Spots
Walk through a live risk assessment covering scheduling, sanitation validation, and labeling verification on your own production lines.
Sanitation Validation: The Step Most Programs Skip
Visual cleaning inspections catch obvious residue but miss protein traces at levels that can still trigger a reaction. A defensible allergen program pairs visual checks with objective verification methods, and documents the result every single time a shared line changes over between allergen and non-allergen products.
Tier 1
Visual Inspection
Confirms gross residue is removed but cannot detect protein-level allergen traces on its own.
Tier 2
ATP or Allergen Swab Testing
Provides an objective pass or fail reading on surface cleanliness before the next run begins.
Tier 3
Documented Verification Record
Timestamped result tied to the specific changeover, retrievable instantly during an audit.
Building an Allergen Program That Holds Up Under Audit
Stage 1
Allergen Risk Mapping
Every product, line, and ingredient is mapped against the nine major allergens to identify cross-contact points.
Stage 2
Scheduling Rules
Production sequencing rules are built to minimize allergen-to-non-allergen transitions on shared lines.
Stage 3
Cleaning Validation
Sanitation procedures are validated with swab testing and locked into the changeover workflow.
Stage 4
Label Verification
Packaging line label checks are tied automatically to the active production order to prevent mismatches.
We had a near-miss two years ago where a label mismatch almost made it out the door. That was the wake-up call. Now every changeover requires a verified swab result before the next order can even start, and our label system won't print unless it matches the active production order.
The current list includes milk, eggs, fish, crustacean shellfish, tree nuts, peanuts, wheat, soybeans, and sesame, which was added as the ninth major allergen under the FASTER Act. Each of these requires clear labeling whenever present as an ingredient, and facilities handling any of them need documented controls covering scheduling, sanitation, and label accuracy specific to that allergen's cross-contact risk profile.
No, precautionary statements should reflect a genuine, assessed cross-contact risk rather than serve as a blanket liability shield in place of proper sanitation and scheduling controls. Overusing "may contain" labeling on products without real risk reduces its usefulness for allergic consumers and can draw scrutiny from regulators and auditors who expect precautionary labeling to be backed by an actual risk assessment. Facilities should validate cleaning effectiveness first and use precautionary labeling only where residual risk genuinely remains.
Best practice is verifying every changeover between an allergen-containing product and a non-allergen or different-allergen product on shared equipment, not just on a periodic schedule. Facilities running high changeover frequency sometimes assume periodic spot checks are sufficient, but a single missed validation is enough to allow cross-contact to reach a finished product. Teams can book a demo to see how changeover-triggered validation works in practice.
A strong scheduling policy sequences non-allergen or lower-risk products before higher-risk allergen products on shared lines wherever possible, groups similar allergen products together to reduce transition frequency, and builds in adequate time for validated cleaning between changeovers rather than treating cleaning time as flexible when the schedule runs tight. Dedicated equipment for the highest-risk allergens remains the strongest control where production volume justifies the investment.
The most reliable approach ties label selection directly to the active production order in a system that won't allow printing to proceed if the label doesn't match, removing the reliance on an operator manually selecting the correct label from a shared supply. Facilities running high SKU counts with similar packaging are especially exposed to this risk and benefit most from automated verification. Questions on integrating this with existing packaging lines can go through support.
ALLERGEN MANAGEMENT · FOOD MANUFACTURING · 2026
Close the Gaps Before a Cross-Contact Incident Does It For You
Connect scheduling, sanitation validation, and label verification into one allergen management program you can defend at any audit.