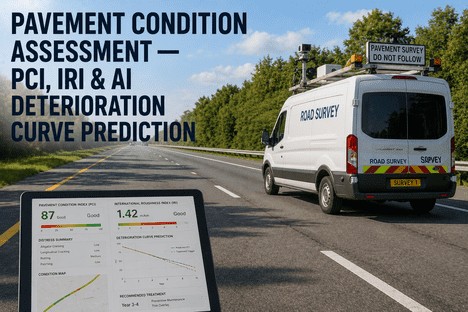
The email arrives on a Tuesday morning. The subject line reads "FHWA Element-Level Inspection — Steel Protective Coating Condition State Identified." The attachment shows that Bridge 1047's protective coating — a three-coat zinc-rich system applied twelve years ago — has transitioned from Condition State 2 to Condition State 3 across 34% of the fascia girder surface. What the report does not say is when the transition actually began, what caused it to accelerate on the southbound lane versus the northbound, or whether the bridge scheduled for repainting next quarter has a higher coating failure risk than the one you just inspected. This is the structural gap in every coating programme that relies on biennial visual inspection alone: the condition is documented after the deterioration has occurred, and the priority list is built on the last inspection snapshot rather than a forward-looking projection of where each bridge's coating is heading. AI-powered coating condition assessment and repainting priority closes that gap by replacing episodic inspection snapshots with a continuous, predictive coating management model.
$6.4–$10.2B
Estimated annual cost of corrosion for US highway bridges — covering coating failure, structural steel repair, and accelerated deterioration from deferred painting (NACE International, FHWA)
200–500%
Increase in bridge maintenance painting costs over the past decade driven by lead abatement, containment, environmental compliance, and labour requirements
$5.5B
FY2026 Bridge Formula Program funding from the IIJA — the single largest dedicated bridge investment since the interstate programme was constructed
10–20
Additional years of coating service life achievable with timely spot and zone painting interventions versus waiting for full recoat cycles at condition state 4
The Bridge Painting Decision Matrix — Matching Treatment to Condition and Exposure
Not every coating failure requires the same response. The optimal painting treatment depends on two independent variables: the current coating condition state and the environmental exposure level of the specific bridge element. When these two dimensions are combined, four distinct treatment zones emerge — each with a different cost profile, service life expectation, and execution method. The maintenance manager who matches treatment to zone instead of applying a uniform repainting cycle reduces programme cost while extending the average coating service life across the inventory.
Zone A — LOW EXPOSURE / GOOD CONDITION
Preservation — Minimal Intervention
Bridge is in a low-corrosivity environment (arid climate, no de-icing salt exposure, low traffic). Coating shows only superficial chalking with less than 5% rusted area. The recommended treatment is cleaning and spot touch-up of isolated defects. Service life extension: 5–10 additional years at minimal cost.
Strategy: Condition-based spot painting every 5 years. Defer full recoat until CS3 threshold is reached.
Zone B — HIGH EXPOSURE / GOOD CONDITION
Preventive — Scheduled Overcoating
Bridge is in a high-corrosivity environment (coastal marine, high humidity above 76%, heavy de-icing salt application) but coating condition is still good. The recommended approach is scheduled overcoating before significant breakdown occurs — typically at 12–15 years of service. This prevents the accelerated deterioration that occurs once the top coat is breached in aggressive environments.
Strategy: Calendar-based overcoating at year 12. AI monitors for early signs of top coat loss to adjust timing.
Zone C — LOW EXPOSURE / POOR CONDITION
Selective — Zone Painting
Coating is failing on specific structural elements (beam ends beneath leaking deck joints, bearing areas, splash zone members) but the broader coating system remains functional. Zone painting addresses only the deteriorated areas — typically 10–25% of the total coated surface — at substantially lower cost than a full recoat. The remaining 75–90% of intact coating continues to protect the structure.
Strategy: Zone-specific repair triggered by element-level coating condition state. Full recoat deferred to year 25–30.
Zone D — HIGH EXPOSURE / POOR CONDITION
Full Intervention — Complete Recoat
Coating is extensively deteriorated across multiple structural elements in a high-corrosivity environment. Corrosion products are visible on more than 30% of the surface. Abrasive blasting to bare metal, full containment, and complete three-coat system replacement is required. Cost per bridge ranges from $1M to $10M depending on size, complexity, and access requirements. This is the most expensive treatment zone and the one that AI prioritisation aims to minimise by catching bridges in Zones A and B earlier.
Strategy: High-priority full recoat with containment. AI lifecycle model used to optimise scheduling within budget cycle.
The Cost of Repainting Every Bridge at Condition State 3 Is Unaffordable. The Cost of Letting Them Reach Condition State 4 Is Higher. AI Finds the Optimal Intervention Point for Each Structure.
iFactory's coating condition AI maps every bridge in your inventory to its current deterioration trajectory and calculates the optimal treatment timing — spot paint, overcoat, zone paint, or full recoat — to minimise lifecycle cost while maintaining element-level condition targets.
The Coating Deterioration Timeline — Where Most Painting Programmes Miss the Intervention Window
Protective coating systems on steel bridges do not fail abruptly. They follow a recognised deterioration curve: a prolonged initiation phase during which the coating remains largely intact, followed by an acceleration phase once the top coat is breached and moisture and chlorides reach the zinc-rich primer or bare steel. The maintenance manager's objective is to intervene during the initiation phase or early acceleration phase — before the coating loss exceeds the threshold at which spot or zone painting is no longer viable and a full recoat becomes the only option. The challenge is that biennial visual inspection frequently detects the acceleration phase only after it is well established, because the visible signs of coating breakdown are subtle in the early acceleration period and become obvious only when the deterioration is already advanced.
Protective Coating Lifecycle — Five Stages from Application to Full Recoat
Stage 01
Curing & Stabilisation
Years 0–3. Coating cures fully, adhesion establishes. No measurable deterioration. 100% protective capacity. Inspection focus: application defects and adhesion only.
Stage 02
Mature Service Phase
Years 3–12. Chalking and colour fade on exposed surfaces. Less than 5% rusted area. Condition State 1. Inspection focus: monitoring rate of chalking and checking for localised breakdown at edges and fasteners.
Stage 03
Early Deterioration
Years 12–20. Top coat loss begins at edges, fasteners, and beam ends. 5–15% rusted area. Condition State 2. Intervention window opens: spot painting or overcoating is effective and economical. This is the stage that biennial visual inspection frequently misses or misclassifies.
Stage 04
Accelerated Breakdown
Years 15–25+. Coating delamination widespread. 15–30% rusted area. Condition State 3. Corrosion products visible on primary structural elements. Zone painting may still be viable if less than 25% of surface affected. Above 25%, full recoat is indicated.
Stage 05
Full Deterioration
Years 20–30+. More than 30% rusted area. Condition State 4. Section loss possible in advanced cases. Full abrasive blasting and three-coat system replacement required. This stage costs 3–5x more than Stage 03 intervention and carries higher structural risk during the gap between detection and repair.
Optimal intervention window: Stage 03 (Early Deterioration / Condition State 2) — where spot painting or overcoating is cost-effective and maximises remaining coating service life. AI condition mapping detects Stage 03 reliably, biennial visual inspection often misses it until Stage 04.
Visual Inspection vs. AI Coating Condition Assessment — Five Dimensions of Difference
The transition from biennial visual coating inspection to continuous AI-driven condition assessment is not simply an automation of the same process. The two methods produce fundamentally different types of information, operate on different timescales, and support different decision frameworks. Understanding the five dimensions of difference is essential for maintenance managers evaluating the business case for AI coating management.
Biennial Visual Inspection
AI Coating Condition Assessment
Detection Timing
Detects coating breakdown only at the biennial inspection interval. Deterioration that begins in month 3 is not recorded until month 24 — by which time the affected area may have expanded 3–5x from the initial failure point.
Continuous monitoring detects coating condition changes as they occur. The system identifies early-stage top coat loss at the pixel level using multispectral imaging — before the defect is visible to the human eye. The detected change is timestamped and logged within the same inspection cycle.
Measurement Basis
Subjective visual assessment using SSPC-VIS 2 or ASTM D610 standards. Inspector assigns rust grade and condition state based on comparison with reference photographs. Inter-inspector variability is well-documented: the same bridge element can receive different condition ratings from different inspectors.
Quantitative measurement using calibrated sensors: IR thermography for coating thickness and delamination mapping, near-infrared hyperspectral imaging for top coat integrity, and high-resolution RGB for surface defect classification. Output is numerical — percentage coating loss, thickness variation in microns, defect density per square metre.
Repeatability
Low. Visual condition data from the same bridge across consecutive inspection cycles is frequently inconsistent due to inspector turnover, lighting conditions during inspection, and subjectivity in applying condition state definitions.
High. The same sensor and algorithm applied to the same bridge element produces the same condition output regardless of operator, time of day, or inspection team. Repeatability enables true trend analysis — comparing coating condition change year-over-year with statistical confidence.
Predictive Capability
None. Visual inspection records current condition only. It cannot project when the coating will reach the next condition state, because the data is a single point measurement with no quantification of deterioration rate.
Predictive. The deterioration rate is calculated from successive condition measurements and compared against environmental exposure variables. The system forecasts the time to next condition state transition for each bridge element — enabling the maintenance manager to schedule intervention before the threshold is crossed, not after.
Integration with Priority Systems
Condition data must be manually transferred from inspection reports into the bridge management system. Priority ranking is typically updated only after each inspection cycle, meaning the priority list is 12–24 months stale for bridges whose coating has deteriorated since the last inspection.
Real-time. Condition data flows directly into the BMS or iFactory priority engine. Repainting priority is recalculated continuously based on the latest condition data, deterioration trend, environmental exposure, and budget constraints. Priority lists reflect the current risk state of every bridge in the inventory.
Five Dimensions of Difference · Objective Condition Data · Predictive Deterioration Trends · Audit-Ready Records
The Transition from Biennial Visual Inspection to Continuous AI Condition Assessment Is Not an Upgrade to the Same Process — It Is a Different Decision Framework Entirely.
iFactory's AI coating condition platform replaces episodic inspection snapshots with continuous deterioration tracking, enabling maintenance managers to intervene at condition state 2 with spot painting or overcoating instead of waiting for condition state 4 and a full recoat.
AI-Powered Coating Management Dashboard — Four Views the Maintenance Manager Needs
The iFactory coating condition dashboard organises the maintenance manager's decision framework around four functional views. Each view answers a specific question that biennial inspection data cannot address in a timely way, and together they form a continuous coating management workflow — from detection through prioritisation to budget planning and lifecycle tracking.
Coating View 01 — Condition Map
Element-Level Coating Condition Across the Entire Inventory
Every bridge in the inventory is plotted on a geographic map or list view with its current coating condition state (CS1–CS4) colour-coded and the deterioration trend arrow (stable, deteriorating, accelerating) displayed for each structure. The maintenance manager can filter by route, county, structure type, coating system type, or year last painted. Condition is updated with each inspection cycle, and the trend arrow is calculated from the rate of change between consecutive measurements.
Action: Identify every bridge in CS2 or CS3 with an accelerating trend arrow. These are the priority candidates for the next painting programme.
Coating View 02 — Priority Engine
Repainting Priority Ranking With Treatment Recommendation
The priority engine applies a weighted algorithm: current condition state (40%), deterioration trend (25%), environmental exposure level (20%), traffic volume and detour length (10%), and years since last painting (5%). Each bridge receives a composite priority score and a recommended treatment type — spot paint, zone paint, overcoat, or full recoat — with the estimated cost and remaining service life extension for each treatment option. The maintenance manager can adjust weightings to reflect agency-specific risk tolerance or budget constraints.
Action: Export the priority list directly into the capital programme submission. The treatment recommendation and cost estimate are pre-populated.
Coating View 03 — Budget Optimiser
Multi-Year Budget Allocation With Scenario Modelling
Given a fixed annual painting budget, the optimiser allocates funding across the priority-ranked list to maximise the total coating service life extension achieved within the budget envelope. The maintenance manager can run scenarios: level funding at current budget level, 20% increase, 20% reduction — and see the impact on the number of bridges that transition from CS2 to CS3 or CS3 to CS4 over a 5-year planning horizon. This is the tool that converts the annual budget negotiation from a request based on backlog into a request based on modelled condition outcomes.
Action: Generate the scenario comparison report for the budget submission. Show the cost of deferral in terms of bridges reaching CS4.
Coating View 04 — Lifecycle Tracker
Coating Performance History and Service Life Validation
Every painting treatment — new coating, spot paint, overcoat, full recoat — is logged with the date, coating system specification, contractor, and cost. The lifecycle tracker records the condition state progression from application onward and compares actual deterioration rates against the expected service life from the coating specification. When a coating system exhibits faster-than-expected deterioration, the system flags it for investigation. Over time, the tracker builds an empirical database of coating system performance under the agency's specific environmental conditions — informing better coating selection for future projects.
Action: Validate coating system performance data for specification updates. Use empirical data to justify higher-performance coating investment.
"
Our painting programme was managed reactively for years. We would receive the biennial inspection report, see which bridges were rated poor, and allocate the next year's painting budget to the worst ones. The problem was that by the time a bridge was rated poor, the coating had already been failing for an estimated three to five years — and during that period, the corrosion damage to the underlying steel was accumulating. The AI condition assessment changed our approach fundamentally. When we ran the first inventory-wide condition map, we found that 40% of our bridges in condition state 2 had deterioration trends that would push them to condition state 3 within the next two years. We reprioritised the programme to catch those bridges at CS2 with overcoating instead of waiting for them to reach CS3 and requiring full recoat. The programme cost for that cohort decreased by an estimated 60% compared to what we would have spent on full recoat three years later.
— Maintenance Manager, State DOT — Mid-Atlantic Region, 200 Steel Bridges in Painting Programme
Conclusion
Bridge painting is the single most cost-effective corrosion protection measure available to the maintenance manager — but only when the right treatment is applied to the right bridge at the right time. The financial scale of the US bridge painting programme, measured in billions of dollars annually, demands a decision framework that goes beyond the biennial inspection report. Every bridge whose coating transitions from condition state 2 to condition state 3 without intervention represents a cost multiplier of 3 to 5x for the eventual repair, with structural corrosion damage accumulating during the gap between inspection cycles.
AI-powered coating condition assessment addresses this structural gap at three levels. At the detection level, multispectral and infrared sensing identifies coating breakdown earlier and more consistently than visual inspection alone — documented by KAIST's combined IR-RGB system (2025) and NTT's corrosion prediction technology achieving less than 10% mean error on future corrosion spread forecasting. At the prioritisation level, the AI priority engine converts condition data into a ranked, budget-optimised painting programme that reflects the current deterioration trajectory of every bridge in the inventory. At the lifecycle level, the performance tracker builds an empirical record of coating system durability under the agency's specific environmental conditions — enabling better specification decisions for future projects.
The maintenance managers who achieve the highest coating service life per dollar spent are not the ones who repaint the most bridges. They are the ones who intervene at condition state 2 with the correct treatment for each exposure zone and each bridge type — and they use continuous condition data, not biennial inspection snapshots, to make that determination. iFactory's AI coating condition assessment and repainting priority platform is built for that decision framework. Book a Demo to see the platform configured for your bridge inventory and coating system portfolio, or talk to an expert about a free coating condition assessment maturity review for your painting programme.
Frequently Asked Questions
AI coating condition assessment supplements rather than replaces the NBIS visual inspection requirement. The AI system operates as an additional data layer that provides quantitative condition measurements between inspection cycles and generates deterioration trend data that visual inspection alone cannot produce. The condition state outputs from the AI system can be cross-referenced with the inspector's visual assessment at the next scheduled inspection, providing a consistency check that improves data quality over time. For agencies using the AASHTO Bridge Element (BME) 515 Steel Protective Coating, the AI system assigns condition states directly to the element-level coding system, producing data that feeds directly into the BMS without manual transcription. The visual inspection remains the regulatory requirement; the AI system enhances the quality, frequency, and predictive value of the condition data that the inspection programme produces. Book a Demo to see how the condition mapping integrates with your existing BMS workflow.
The deterioration model requires two data categories: coating condition data and environmental exposure data. For condition data, the ideal input is element-level coating condition states (CS1–CS4) from at least two consecutive inspection cycles, which establishes a measured deterioration rate. If element-level data is not available, the system can initialise using NBI item 59 (superstructure condition rating) or a one-time baseline condition survey using the AI assessment sensor system. For environmental data, the system uses publicly available NOAA climate data — temperature, precipitation, absolute humidity, and proximity to marine environments — combined with agency-maintained records of de-icing salt application routes. For agencies without element-level condition history, the forecast accuracy in the first 12 months is approximately 70–75%, improving to above 90% once two inspection cycles of element-level data are available and the model has calibrated against the agency's specific environmental and maintenance regime. Talk to an expert about the data requirements for a baseline coating condition assessment of your inventory.
The priority engine uses a multi-objective optimisation framework rather than a simple rank-by-worst-condition-first approach. The algorithm evaluates each bridge on three criteria: the cost-effectiveness of intervening now versus deferring (based on the deterioration trajectory and the cost multiplier of delayed treatment), the risk exposure of deferral (traffic volume, detour length, structural criticality), and the budget utilisation efficiency (maximising total condition state improvement across the inventory for a given spend level). A bridge at condition state 2 with a rapid deterioration trend may rank higher than a bridge at condition state 3 with a stable trend, because the CS2 bridge can be addressed with overcoating at one-third the cost of the CS3 bridge — and deferring the CS2 bridge for two years may require the more expensive full recoat treatment when it reaches CS3. The optimiser runs multiple allocation scenarios and presents the maintenance manager with the programme that achieves the best condition outcome for the available budget. Book a Demo to see the budget optimiser in action with your inventory data.
Yes. The coating system type is registered as a parameter for each bridge element in the inventory database. Each coating system type has an expected service life curve that the deterioration model uses as the baseline projection. Zinc-rich three-coat systems, organic zinc-rich systems, thermal spray coatings, and overcoating systems each have different deterioration profiles, and the AI model adjusts the deterioration rate expectation and condition state transition timing based on the registered system. When a bridge is repainted and the coating system type changes, the lifecycle tracker closes out the previous system's performance record and opens a new record for the current system. Over multiple repainting cycles, the system builds an empirical service life distribution for each coating system type under the agency's specific environmental conditions — allowing the maintenance manager to make data-driven coating selection decisions for future projects rather than relying on manufacturers' generic service life claims. Talk to an expert about configuring the coating system library for your inventory.
Environmental exposure is modelled as a multi-factor corrosion risk score assigned to each bridge element. The factors include absolute humidity (the critical threshold identified by FHWA research is 0.015 moles H2O/mole of dry air, above which through-film rusting increases significantly), proximity to marine environments (chloride deposition rate), de-icing salt application exposure (annual salt tonnage applied on the route), and average temperature range (the corrosion rate doubles with each 20-degree Fahrenheit increase). Each bridge element receives an exposure classification — low, moderate, high, severe — that modifies the baseline deterioration rate. For example, the same zinc-rich coating system on a coastal bridge with high de-icing salt exposure and average humidity above 76% will have a modelled deterioration rate approximately 2.5 to 3 times faster than the same system on an inland bridge in an arid climate. This environmental adjustment is what makes the deterioration forecast bridge-specific rather than applying a uniform expected service life across the entire inventory. Book a Demo to see the environmental exposure mapping configured for your agency's bridge locations.
The Bridges That Need Painting Most Are Not Always the Ones in the Worst Condition Today. They Are the Ones Whose Deterioration Trajectory Will Make Them the Most Expensive to Repair Tomorrow. Get a Free Coating Condition Assessment Maturity Review.
iFactory's AI coating condition assessment and repainting priority platform for bridge maintenance managers — multispectral condition mapping, deterioration forecasting with environmental exposure calibration, treatment-optimised priority ranking, budget scenario modelling, and lifecycle performance tracking across your entire bridge painting programme.