Eli Goldratt's Theory of Constraints made one point that still holds up decades later: an hour lost at the bottleneck is an hour lost for the entire system, and optimizing anything else is a mirage. The hard part has never been the theory — it's finding the actual constraint in a real factory, especially a high-mix plant where the bottleneck isn't fixed in one place but moves from the CNC machine on Monday to the packing line on Wednesday. Speeding up a machine that isn't the constraint doesn't add throughput, it just builds a pile of inventory waiting in front of the real one. AI-based flow analysis tracks starving, blocking, and failure states across every machine simultaneously, catching a shifting constraint the moment it moves rather than weeks later in a capacity report — book a demo to see where your real constraint is sitting today.
Manufacturing Engineering · Throughput Optimization
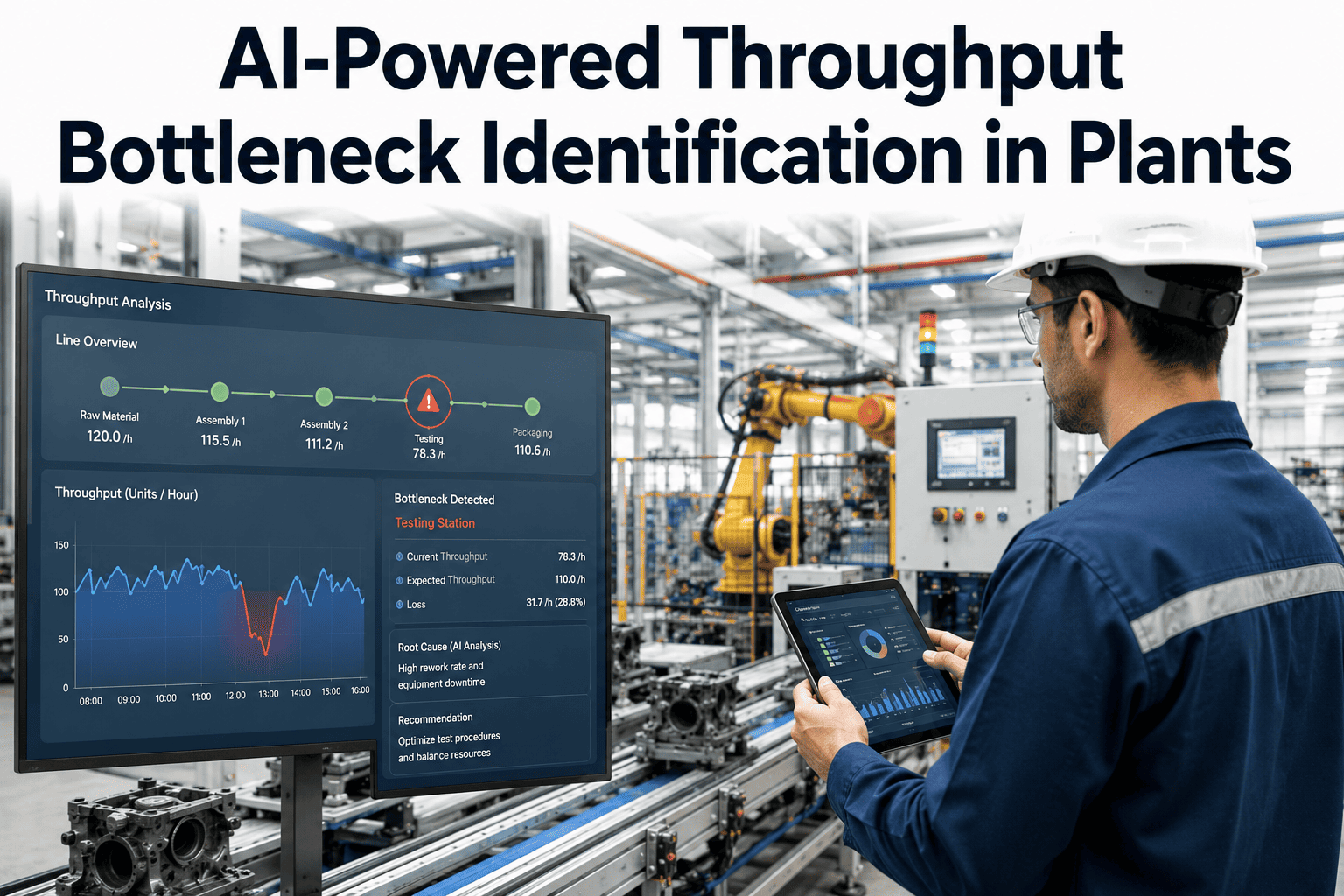
AI-Powered Throughput Bottleneck Identification in Plants
Bottlenecks move every shift. AI finds the real constraint in real time and tells supervisors exactly where to focus before throughput is already gone.
60%
Faster bottleneck identification with AI monitoring vs. manual time studies
15-25%
Additional capacity typically unlocked once the true constraint is fixed
95%+
Prediction accuracy achieved by machine learning models in documented plant trials
Why Your Bottleneck Isn't Where You Think It Is
Most engineers assume the bottleneck is the slowest-looking machine on the floor. In practice, the real constraint is often disguised as a downstream problem, and it moves depending on product mix, staffing, and material flow.
It Changes with the Product Mix
A machine that's the constraint running Product A can have plenty of spare capacity running Product B, so a static "bottleneck list" goes stale the moment the schedule changes.
It Hides Behind Symptoms
A starved downstream machine looks like a performance problem on that machine, when the real cause is an upstream station that can't keep up.
It Shifts by Time of Day
Staffing changes, shift handovers, and scheduled maintenance windows can move the constraint from one asset to another within the same day.
Down, Starved, or Blocked: Reading Machine States Correctly
A machine sitting idle could mean three completely different things, and each one points to a different fix. Telling them apart accurately is the foundation of real bottleneck detection.
Down
The machine has actually failed or stopped due to a fault. This is the true constraint signature — fix this machine directly.
Starved
The machine is healthy but has nothing to process because an upstream station is too slow. The upstream station is the real constraint.
Blocked
The machine is healthy but can't release finished output because a downstream buffer is full. The downstream station is the real constraint.
How AI Pinpoints the Real Constraint
01
Continuous Flow Monitoring
Every machine's OEE, cycle time, and state — running, starved, blocked, or down — is tracked simultaneously across the full line, not just the machines someone suspects.
02
Buffer Level Analysis
Empty upstream buffers and full downstream buffers are cross-referenced automatically to infer the true constraint without needing complex modeling.
03
Pattern Recognition Over Time
Machine learning models trained on historical flow data learn which conditions precede a constraint shift, flagging the move before it fully happens.
04
Root Cause Attribution
Instead of just naming the bottleneck machine, the system states why it's constrained — for example, a specific run of micro-stops during a defined time window.
05
Supervisor Alert & Recommendation
The finding routes directly to the responsible supervisor with a specific, prioritized action instead of a raw list of underperforming machines.
Optimizing a non-bottleneck doesn't add throughput — it just builds inventory. Every improvement dollar spent anywhere except the true constraint is a dollar that produces no additional output.
The Five Focusing Steps, Modernized with Live Data
The Theory of Constraints has always followed five steps. AI doesn't change the framework — it removes the guesswork from step one, which is where most improvement programs quietly fail.
1Identify the constraint — now done continuously instead of once a quarter
2Exploit the constraint — squeeze every unit of capacity from it before spending capital
3Subordinate everything else — deliberately run non-constraints to the constraint's pace
4Elevate the constraint — invest in capacity only once steps two and three are exhausted
5Repeat — because once one constraint is fixed, the system finds a new one
Expert Insight
The single biggest waste of capital I see in manufacturing is a plant investing in a faster machine that was never the constraint to begin with. It happens because the bottleneck was identified once, on a whiteboard, months ago, and nobody updated it when the product mix changed. Theory of Constraints has been right since 1984 — the limiting factor is what determines total throughput, full stop. What's changed is that we finally have the data density to know, minute by minute, which machine that actually is, instead of relying on whoever shouted loudest in the production meeting.
Daniel Ferris — Manufacturing Systems Engineer, Certified in Theory of Constraints, 14+ years in flow and capacity optimization
What Constraint-Focused Improvement Actually Delivers
82-88%
Rated capacity utilization at plants running constraint-focused improvement, versus 65-70% at otherwise similar plants
72 hrs
Typical time to identify a plant's true system constraint once flow data is connected
Frequently Asked Questions
How is this different from just tracking OEE on every machine?
OEE tells you how well each individual machine is performing, but it doesn't by itself tell you which machine is limiting the entire system's throughput. Bottleneck identification layers starved and blocked state analysis on top of OEE to distinguish a machine with its own problem from a machine that's healthy but constrained by something upstream or downstream.
Book a demo to see how flow analysis builds on OEE data you may already have.
Can the bottleneck really move within the same day?
Yes, especially in high-mix environments where product changeovers, staffing shifts, and scheduled maintenance windows all change which station is the limiting factor. A static, quarterly bottleneck assessment can be accurate on the day it's made and completely wrong two weeks later.
Contact support to discuss how dynamic constraints are tracked in your specific process.
What happens if we invest in speeding up the wrong machine?
Any capacity added to a machine that isn't the true constraint doesn't increase overall throughput — it simply creates more work-in-process inventory sitting in front of the real bottleneck. This is one of the most common and most expensive mistakes in capital planning, and it's exactly the scenario accurate constraint identification is designed to prevent.
Book a demo to validate a planned investment against your actual constraint.
How quickly can we identify our actual constraint once data is connected?
Documented deployments typically pinpoint a plant's true system constraint within 72 hours of connecting flow data across the line, since the starved, blocked, and down states usually reveal a clear pattern quickly once every machine is being monitored simultaneously. Ongoing monitoring then catches the constraint if and when it shifts.
Contact support to scope a constraint assessment for your plant.
Does this work for a plant with many different product variants?
High-mix, low-volume environments are actually where dynamic bottleneck detection matters most, since the constraint is far more likely to shift depending on which product is running. Continuous, per-product tracking is what makes it possible to catch a moving target instead of relying on a single fixed answer.
Book a demo to see how the system adapts across a mixed product schedule.
Find the One Constraint That Actually Limits Your Output
Continuous flow monitoring that catches a shifting bottleneck the moment it moves — so capital and attention go to the machine that actually matters.