In refinery and petrochemical piping systems, the gap between a detected thickness anomaly and a scheduled re-inspection is where failures are born. API 570 — the industry's governing code for in-service piping inspection — demands a disciplined process: build a Condition Monitoring Location (CML) library, calculate both short-term and long-term corrosion rates from successive ultrasonic thickness (UT) readings, derive remaining life, and set a defensible re-inspection interval before the pipe wall reaches its minimum required thickness. The problem is that most facilities still manage this entire workflow in spreadsheets and PDF reports scattered across inspection databases that never talk to each other. iFactory AI replaces that fragmented process with a unified piping integrity platform that ingests UT data directly from field instruments, calculates API 570-compliant corrosion rates automatically, flags CMLs approaching retirement thickness, and drives work orders for re-inspection — all in real time. Book a Demo to see how iFactory closes the loop on your corrosion tracking program.
What API 570 Actually Requires: The Core Calculation Framework
API 570 does not treat all piping equally. It classifies circuits into three risk classes — Class 1 (highest risk, e.g., flammable/toxic high-pressure services), Class 2 (moderate risk), and Class 3 (low risk, lower pressure) — and sets maximum allowable inspection intervals accordingly. For each circuit, the code requires inspectors to compute two corrosion rates from UT measurements at registered CMLs and then use the more conservative value to calculate remaining life and the next inspection date.
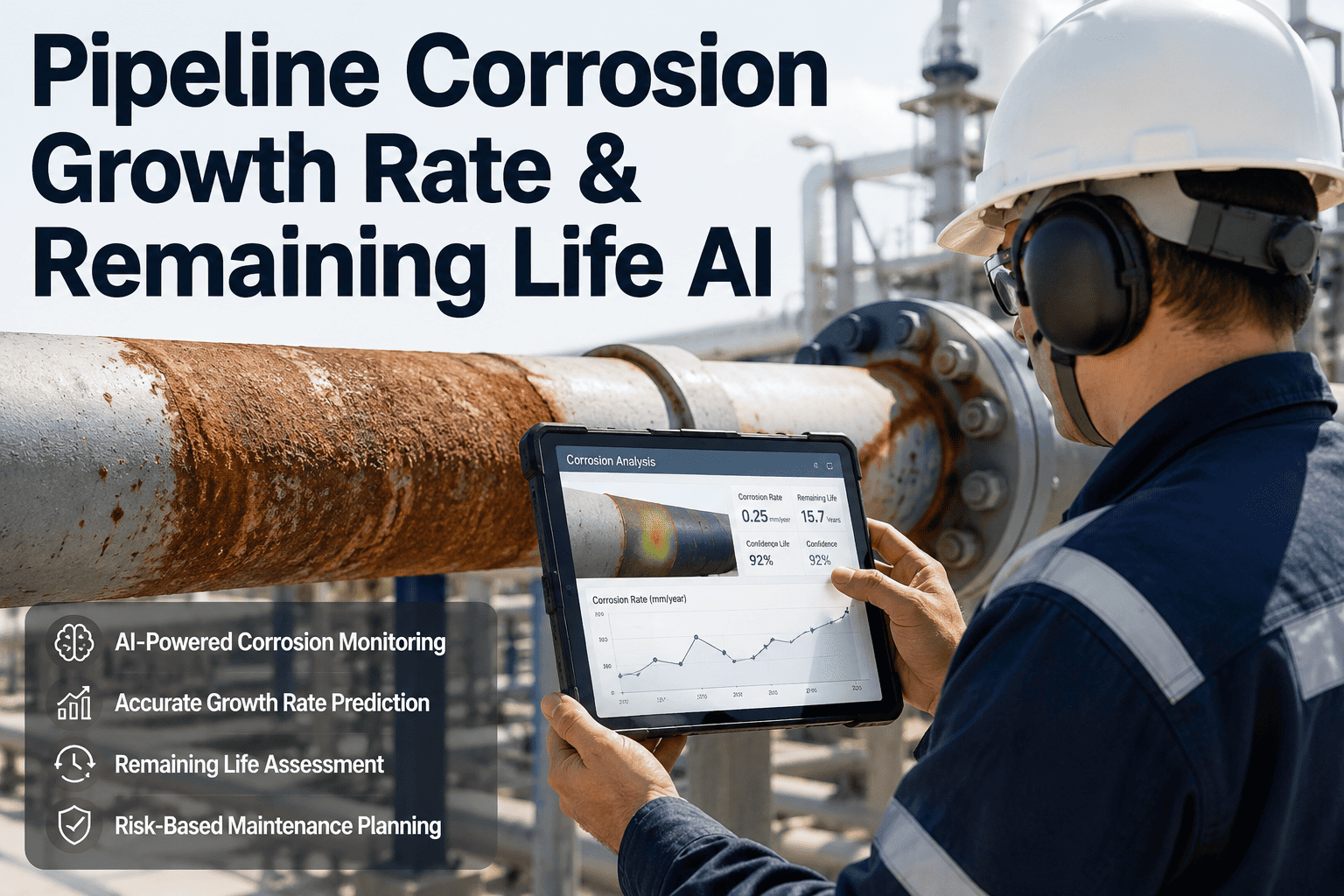
The governing corrosion rate is always the higher of LTCR and STCR. When both rates have been computed, the inspector uses that value in the remaining life equation. iFactory performs this calculation automatically for every active CML the moment new UT data is entered, surfacing any circuit whose projected retirement date falls within the next scheduled turnaround window. Book a Demo to see the live calculation dashboard.
Building a Defensible CML Library: Placement, Coverage, and Digital Registration
A corrosion rate calculation is only as reliable as the CML network behind it. API 570 requires CMLs to be placed at locations most susceptible to the dominant damage mechanism — and that placement logic must be documented, repeatable, and tied to a specific asset ID. iFactory provides a structured CML registration workflow that forces the right discipline upfront.
| Piping Component / Location | Primary Damage Mechanism | Recommended CML Placement | Typical UT Coverage |
|---|---|---|---|
| Carbon Steel crude unit charge lines | High-temperature sulfidic corrosion | All four quadrants at 5-ft intervals; upstream elbows | Every 2–3 years (Class 1) |
| Overhead condenser overhead lines | HCl dew-point corrosion | Topside and bottom-side of horizontal runs; boot areas | Annual (Class 1, accelerated) |
| Amine absorber inlet/outlet piping | Amine stress corrosion cracking + erosion | Downstream of control valves; all tee intersections | Every 3–5 years with AUT |
| Cooling water return headers | Under-deposit MIC and pitting | Low-point drains; 6 o'clock position on horizontal runs | Every 5 years (Class 2/3) |
| Soil-to-air interface (buried sections) | External corrosion under insulation (CUI) | First 12 inches above and below grade on both sides | Every 3 years minimum |
| High-velocity slurry transfer lines | Erosion-corrosion at flow impingement | Extrados of all bends; downstream of reducers | Annual to biennial (Class 1) |
Once registered in iFactory, each CML is permanently linked to its circuit, inspection class, damage mechanism profile, and the full chronological thickness measurement history. When a new UT reading is logged — whether entered manually, imported via CSV, or streamed from a connected UT instrument — iFactory recalculates LTCR, STCR, remaining life, and the recommended next inspection date without any spreadsheet work.
The Inspection Interval Decision: From Remaining Life to a Scheduled Work Order
Computing remaining life is the means, not the end. The end is getting the right inspection scheduled, on the right circuit, before retirement thickness is reached. In most facilities today, the responsibility for translating a remaining-life number from an inspection database into a planned work order falls on a single corrosion engineer or inspection coordinator — manually, at turnaround planning time. iFactory automates this hand-off entirely.
UT Data Entry or Import
Field inspectors log thickness readings directly in the iFactory mobile app, import from digital UT gauges, or upload from existing inspection management exports. Date, location, instrument, and inspector are all captured in the record.
Automatic API 570 Rate Calculation
iFactory computes LTCR and STCR for every CML using the three required thickness readings (initial, previous, current). The governing rate is flagged, and remaining life is calculated against the registered tmin for that circuit.
Inspection Class & Interval Validation
The platform cross-checks the computed interval against the API 570 class-specific maximums. If remaining life ÷ 2 exceeds the code cap for that circuit class, the code cap is applied automatically. No manual lookup required.
Re-Inspection Work Order Generation
iFactory automatically generates a planned inspection work order dated to the calculated re-inspection due date. The order is pre-populated with circuit ID, CMLs to measure, access requirements, and the previous UT readings for field reference.
Dashboard Alert & Turnaround Integration
Circuits approaching their re-inspection due date appear in the integrity dashboard with remaining-life trending charts. This data feeds directly into turnaround scope planning, so no circuit falls through the cracks between outages. Book a Demo to walk through a live circuit scenario.
Where Spreadsheet-Based Programs Break Down
The vast majority of piping inspection programs in U.S. refineries still rely on some combination of Excel workbooks, PDF inspection reports, and a standalone inspection database. Each of these tools was designed for a different purpose, and the seams between them are exactly where inspection intervals get miscalculated, CMLs get dropped, and retireable pipe stays in service longer than it should.
LTCR and STCR require the inspector to select the correct "initial" and "previous" readings from a historical log. When CML histories span 20+ years across multiple inspection campaigns, wrong readings get selected — systematically underestimating corrosion rates and extending intervals beyond what the data actually supports.
When a spool is replaced or rerouted during a turnaround, CMLs on the retired section should be retired and new ones registered for the replacement section. In spreadsheet systems, this housekeeping rarely happens consistently — leaving the database with ghost CMLs that inflate apparent remaining life for active piping.
A spreadsheet can compute an interval, but it cannot enforce one. If the turnaround is delayed or a circuit gets deferred, there is no automated escalation preventing the overdue inspection from being missed. Interval tracking in static documents is purely reactive.
When process conditions change — a crude slate shift, a new inhibitor injection point, a process upset — corrosion rates can accelerate within a single operating period. Spreadsheet-based programs have no mechanism to flag when STCR has diverged significantly from LTCR, a key warning signal that the prior inspection interval is now unconservative.
iFactory Piping Integrity Capabilities: What the Platform Delivers
iFactory is not a standalone inspection database. It is an active piping integrity management platform that connects UT data collection, corrosion rate computation, interval scheduling, and work order execution into a single continuous loop.
Digital CML Registry
Build and maintain a structured CML library linked to circuit drawings, P&IDs, and asset hierarchy. Each CML carries its full measurement history, damage mechanism tag, and API 570 inspection class designation.
Automated Rate Engine
Upon each new UT entry, iFactory recalculates LTCR, STCR, remaining life, and the code-compliant inspection interval — applying the governing rate automatically and flagging any STCR/LTCR divergence exceeding a configurable threshold.
Inspection Interval Scheduling
Computed re-inspection due dates are converted directly into planned work orders in iFactory's EAM module, routed to the appropriate inspection team and integrated with turnaround planning calendars.
MAWP Recalculation
For circuits showing sustained thinning, iFactory calculates the updated Maximum Allowable Working Pressure at the current measured wall thickness, supporting fitness-for-service decisions between scheduled inspections.
RBI Integration
iFactory supports Risk-Based Inspection methodology by combining corrosion rate data with consequence-of-failure parameters, enabling justified interval extensions for low-risk Class 3 circuits without compromising Class 1 scrutiny.
Audit-Ready Reporting
Every calculation, data entry, interval decision, and work order is timestamped and linked in an immutable digital record — producing the documented inspection program API 570 and process safety management (PSM) auditors require.
Expert Perspective: The Real Cost of a Disconnected Piping Program
"The moment you separate your UT thickness database from your work order system, you've introduced a gap that someone has to bridge manually every turnaround. That gap is where circuits get missed. I've seen facilities with 40,000 CMLs managed in Excel where the corrosion engineer was spending three weeks before every turnaround just reconciling inspection dates — not analyzing trends, just data entry. The right platform should be computing your intervals and building your scope automatically. That's where iFactory changes the economics of a piping integrity program."
API 570 Piping Class Reference: Maximum Inspection Intervals at a Glance
Before scheduling any re-inspection, teams must confirm their circuit's classification and the code-defined interval caps that apply — independent of remaining life calculations. iFactory enforces these limits automatically, but understanding them is essential context for any integrity program. Book a Demo to see how circuit classification is managed in the platform.
| Piping Class | Typical Services | Max External Inspection Interval | Max Thickness Measurement Interval | RBI Eligible? |
|---|---|---|---|---|
| Class 1 | Flammable, toxic, H₂S-containing, high-pressure steam, hydrogen service above 200°F | 5 years | 10 years or RL ÷ 2 (lesser) | Yes, with justification |
| Class 2 | Hydrocarbons below auto-ignition, moderate-pressure steam, cooling water | 10 years | 10 years or RL ÷ 2 (lesser) | Yes |
| Class 3 | Non-flammable, non-toxic, low-pressure utility services | 10 years | Per RBI or RL ÷ 2 | Yes (preferred approach) |
Conclusion: From Reactive Leak Response to Predictive Integrity Management
API 570 gives refinery and petrochemical inspection teams a rigorous, proven framework for quantifying pipe wall degradation and scheduling re-inspection before failure. The math is well-established. What has historically been broken is the operational infrastructure around that math — the manual data transfers, the Excel-based calculations, and the disconnected work order systems that prevent inspection programs from acting on the numbers they generate.
iFactory connects the entire chain: field UT measurement → digital CML registry → automated corrosion rate calculation → interval validation against API 570 class limits → planned work order dispatch. The result is a piping integrity program that doesn't depend on a single corrosion engineer remembering to run a spreadsheet before the next turnaround. It runs continuously, flags accelerating corrosion circuits in real time, and produces the audit-ready documentation that PSM programs and API 570 compliance audits demand.
Frequently Asked Questions: API 570 Piping Thickness Monitoring
What is the difference between a CML and a TML under API 570?
A Condition Monitoring Location (CML) is the current API 570 term that replaced Thickness Measurement Location (TML). A CML is broader — it may contain multiple examination points across several quadrants of a pipe cross-section and covers any examination technique, not just ultrasonic thickness measurement.
How does iFactory handle a circuit with no prior inspection history?
For new piping or circuits with no historical UT data, iFactory allows corrosion rates to be seeded from published references (such as API 581 data tables), similar-service historical rates from other circuits in the facility, or process corrosion modeling — all per the API 570-approved methodology for new installations.
Can iFactory support Risk-Based Inspection (RBI) interval setting under API 570?
Yes. iFactory's RBI module combines the quantitative corrosion rate data from the CML library with consequence-of-failure parameters to produce risk-ranked inspection priorities, supporting API 570 Section 6.3 RBI interval justification documentation.
Does iFactory integrate with existing inspection management systems like Meridium or SAP PM?
Yes. iFactory provides standard integration connectors for SAP PM and major inspection management platforms, allowing CML data, work order records, and corrosion rate outputs to be synchronized bidirectionally without rebuilding your existing inspection data infrastructure.
What happens when a CML breaches minimum required thickness before the scheduled inspection?
iFactory immediately triggers a high-priority alert and generates an urgent work order flagging the circuit for fitness-for-service evaluation or immediate shutdown assessment — preventing the circuit from continuing in service beyond its calculated retirement threshold.