The ladle refining furnace is the quality gate of secondary steelmaking — the process step where every heat that leaves the BOF or EAF must be adjusted to meet the precise chemistry, temperature and cleanliness specifications of the final product before it reaches the continuous caster. A typical LRF processes 30 to 60 heats per day across a temperature operating window of 1,500 to 1,700°C, managing three simultaneous metallurgical objectives: heating the steel to the caster tundish temperature target through graphite electrode arc heating, adjusting the steel chemistry toward grade specification through alloy wire feeding and trim additions, and removing non-metallic inclusions through slag refining and argon stirring practice while maintaining the sulfur and nitrogen control that determines if the heat meets demanding automotive, line pipe, or aerospace specifications. Each of these objectives competes for the same 35-to-60-minute LRF cycle time, and the operator's decisions about heating rate, stirring intensity, alloy addition sequencing, and slag management determine whether the heat arrives at the caster on-chemistry, on-temperature, and within the required inclusion cleanliness class — or requires ladle return, chemistry adjustment that delays the casting sequence, or downgrading to a less demanding grade. iFactory's LRF Process Optimizer AI platform integrates thermal trajectory prediction, alloy addition optimization, inclusion control monitoring, and stirring management into a single operator decision-support console, reducing energy consumption by 8 to 15%, improving first-attempt chemistry hit rate from 75 to 92%, and lowering inclusion-related downgrades by 30 to 50%. Book a Demo to discuss LRF optimization for your secondary steelmaking configuration, steel grade portfolio, and casting machine requirements.
Is Your LRF Heating Energy and Alloy Addition Practice Costing $1.5–$4 Million Per Year?
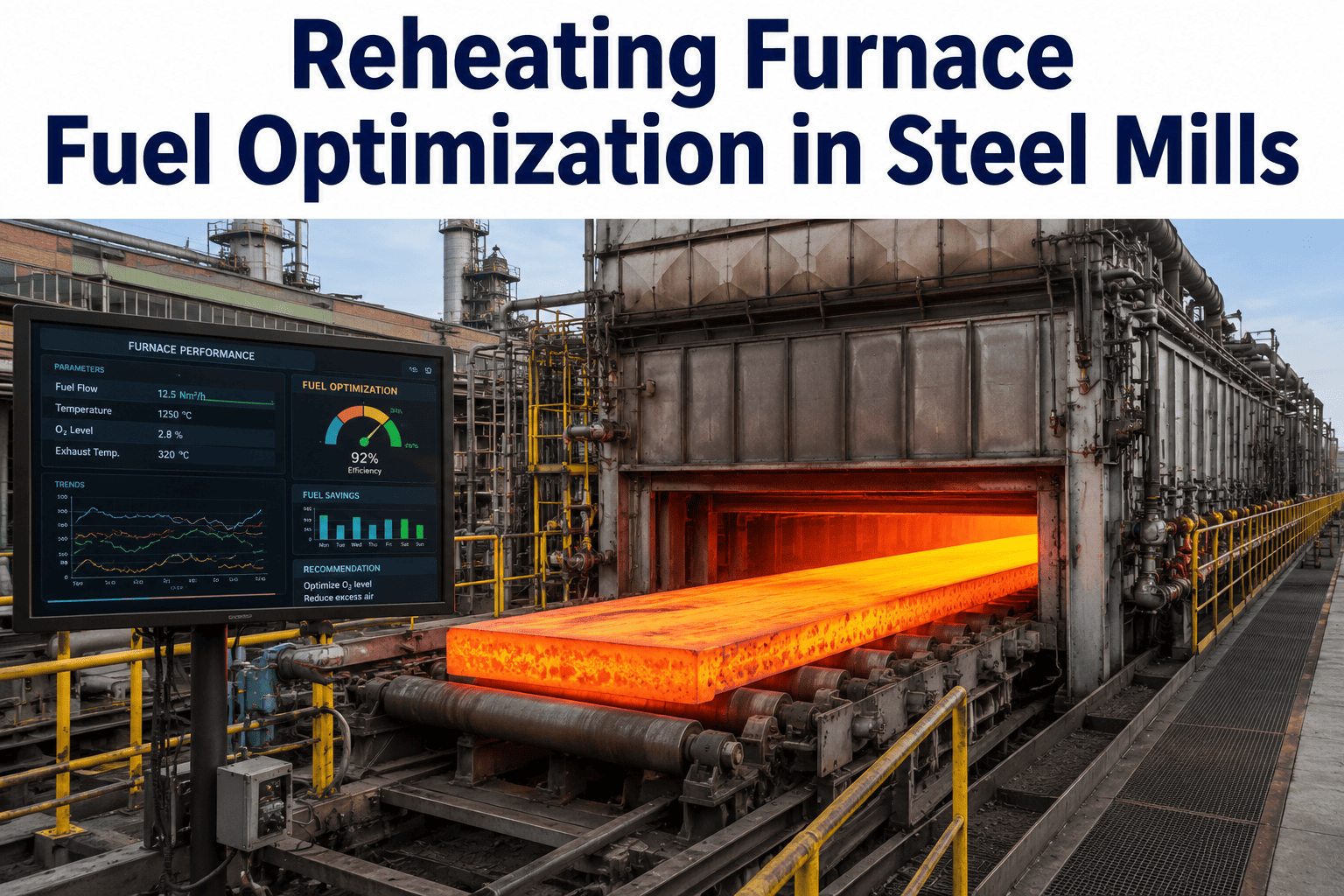
iFactory's LRF Process Optimizer predicts thermal trajectory, optimizes alloy additions, monitors inclusion flotation, and recommends stirring parameters in real time from arc data, offgas composition, bath temperature measurements, and chemistry samples — processed on an on-premise NVIDIA edge server with zero cloud dependency, read-only PLC connectivity, and no modifications to your existing LRF control system.
Why LRF Optimization Is the Highest-ROI Target in Secondary Steelmaking
The ladle refining furnace operates at the intersection of three cost drivers that determine whether a heat is profitable or marginal: energy consumption from graphite electrode arc heating that adds 25 to 45 kWh per ton at typical LRF power levels of 15 to 25 MVA, alloy consumption that ranges from $8 to $35 per ton depending on steel grade and inclusion control requirements, and caster productivity loss from delayed heats that break the casting sequence and force tundish changes, mold level adjustments, or speed reductions that cost $2,000 to $8,000 per interruption. Each of these cost drivers is managed by the LRF operator through process decisions made under time pressure with incomplete information — the operator knows the bath temperature at the time of the last measurement (typically every 5 to 10 minutes), the chemistry from the last sample (typically every 8 to 15 minutes), and the inclusion condition from the last visual slag appearance assessment, but does not have a continuous real-time model of how the current heating rate, stirring intensity, and alloy addition sequence will affect the thermal trajectory, chemistry evolution, and inclusion flotation between measurements. AI-enabled LRF optimization closes this information gap by using the available sensor data — arc electrical parameters, offgas temperature and composition, ladle shell temperature, argon flow rate and pressure, and alloy wire feeder speed — to construct a real-time process model that predicts the thermal and chemical trajectory of the heat 5 to 15 minutes ahead of the current measurement, enabling proactive process adjustments that prevent deviations before they occur rather than correcting them after the measurement has already missed the target.
Five Critical Challenges in Ladle Refining Furnace Operation That AI Addresses
Each LRF process step presents a specific optimization challenge that the operator must solve with incomplete real-time data. The following five challenges represent the highest-leverage application areas for AI optimization in secondary steelmaking, ranked by their impact on total LRF operating cost and caster productivity.
Thermal Trajectory Uncertainty Between Heats
The LRF operator must predict the final bath temperature at the end of the heating cycle based on the starting temperature from the BOF or EAF, the heating power applied, the heat losses through the ladle wall and slag layer, and the temperature drop during alloy additions and argon stirring. Each of these factors varies between heats: starting temperature varies by 20 to 40°C, ladle thermal condition varies with ladle preheat status and lining age, and heat loss rates change with slag thickness, slag basicity, and argon stirring intensity. AI thermal trajectory models trained on historical temperature measurement data, heating power profiles, and ladle thermal tracking predict bath temperature within ±4°C at 10-minute prediction horizons, compared to ±10 to 15°C for conventional thermal models.
Alloy Addition Efficiency and Chemistry Hit Rate
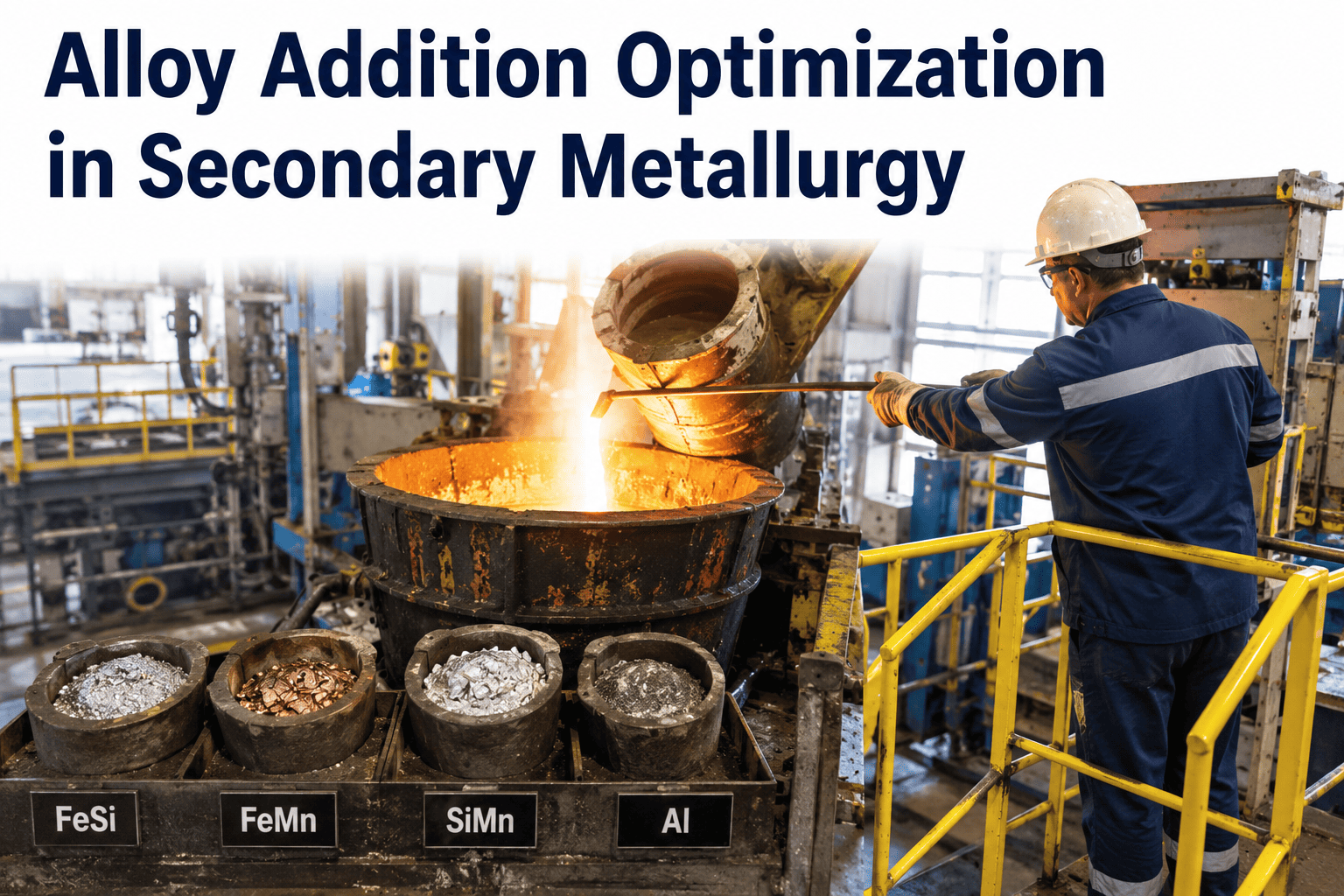
Alloy additions account for $8 to $35 per ton of liquid steel in LRF processing, and the efficiency of each addition — the percentage of the added alloy that remains in the steel rather than oxidizing into the slag or being lost to the fume system — depends on the bath temperature at the time of addition, the dissolved oxygen content, the slag composition and basicity, and the stirring intensity. AI models trained on chemistry sample sequences and alloy addition records predict the efficiency of each alloy type as a function of current process conditions, enabling the operator to adjust addition quantities, timing, and sequencing to achieve the target chemistry on the first attempt without over-addition that wastes alloy or under-addition that requires a second trim step that extends the LRF cycle time by 5 to 12 minutes.
Inclusion Flotation and Cleanliness Control
Non-metallic inclusions — alumina clusters, spinels, calcium aluminates, and sulfides — must be removed from the steel through flotation into the ladle slag during the LRF process, driven by argon stirring that transports inclusions to the steel-slag interface where they are absorbed by the top slag. The flotation efficiency depends on the inclusion size distribution, the stirring energy density, the slag viscosity and basicity, and the residence time available before casting begins. AI models that predict inclusion removal rates from argon flow parameters, slag chemistry data, and bath temperature history enable the operator to adjust stirring intensity and duration to achieve the required inclusion cleanliness class for each steel grade while minimizing the stirring time that extends the LRF cycle and increases refractory wear and temperature loss.
Desulfurization and Slag Management Efficiency
Desulfurization in the LRF requires a reducing slag condition with low FeO content, high slag basicity (CaO/SiO2 ratio of 3.0 to 5.0), and adequate stirring energy to transport sulfur from the steel to the slag phase. The desulfurization rate is temperature-dependent and slows as the sulfur content approaches the equilibrium partition ratio between slag and steel. AI models trained on slag chemistry data, sulfur removal rates, and temperature profiles predict the time required to reach the target sulfur content for each heat and recommend the optimal slag condition and stirring practice to achieve the desulfurization target in the minimum cycle time, avoiding the common practice of over-stirring that extends the cycle without additional sulfur removal benefit.
Ladle Lining Thermal Management and Refractory Life
The thermal condition of the ladle lining — preheated to 1,000 to 1,200°C before the first heat, then progressively heating through the campaign as the lining approaches thermal equilibrium over the first 3 to 5 heats — has a direct effect on the heating energy required to reach the target tapping temperature. A cold ladle requires 10 to 20% more LRF heating energy than a hot ladle to overcome the thermal sink effect of the refractory mass. AI models that track ladle thermal history, lining age, and preheat status predict the thermal response of each ladle combination and recommend preheat duration, heating power profile, and temperature target adjustments that account for the specific thermal condition of the ladle assigned to each heat, reducing energy consumption by 8 to 12% and extending lining life by 10 to 15% through reduced thermal cycling stress.
Five AI Capabilities That Transform Ladle Refining Furnace Process Control
iFactory's LRF Process Optimizer platform delivers five integrated capabilities purpose-built for the operating dynamics of secondary steelmaking — covering the full process from thermal trajectory prediction through alloy optimization and inclusion monitoring to ladle thermal management. Each capability operates on sensor data from existing LRF instrumentation and delivers actionable recommendations to the operator through a dedicated console without modifying existing LRF control system logic.
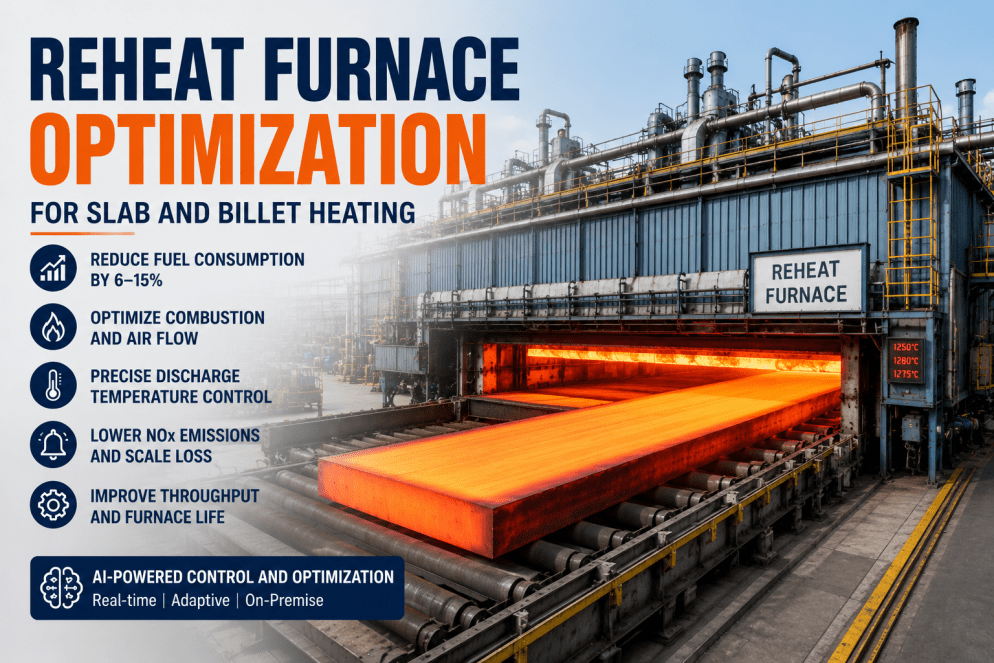
Machine learning models trained on 12 to 18 months of LRF heat data — including starting temperature, heating power profiles, ladle thermal condition, slag thickness, and argon stirring parameters — predict the bath temperature trajectory at 1-minute intervals with a 5-to-15-minute prediction horizon. The model recommends the optimal heating power setpoint, heating duration, and power-off timing to achieve the target tundish temperature with minimum energy consumption, accounting for the temperature drop during alloy additions, argon stirring, and ladle transfer to the caster. Typical energy reduction: 8 to 15% compared to operator-controlled heating practice.
AI models predict the recovery efficiency of each alloy element — carbon, silicon, manganese, chromium, vanadium, titanium, aluminum, calcium — as a function of bath temperature, dissolved oxygen activity, slag composition, and stirring intensity at the time of addition. The optimizer calculates the minimum-cost alloy addition sequence to achieve the target chemistry in the minimum number of add-sample-adjust cycles, reducing first-attempt miss rate from 25% to 8% and cutting average alloy cost by 5 to 12% through reduced over-addition and fewer trim cycle alloy losses. Chemistry prediction accuracy: within 0.005% for carbon, 0.01% for silicon and manganese, and 0.002% for aluminum and titanium.
AI inclusion monitoring models estimate the inclusion removal rate from argon stirring parameters, slag chemistry, bath temperature, and inclusion size distribution data from automated inclusion analysis systems. The model predicts the residual inclusion content in the steel as a function of stirring time and intensity, enabling the operator to determine the minimum stirring duration required to achieve the inclusion cleanliness specification for each steel grade. When inclusion removal is not progressing as predicted, the system recommends stirring parameter adjustments, slag condition modifications, or extended treatment time to prevent the heat from being downgraded due to inclusion non-compliance at the caster.
The AI desulfurization model predicts the sulfur removal rate as a function of slag basicity, FeO content, bath temperature, and argon stirring energy, and recommends the minimum stirring time and optimal slag condition required to reach the target sulfur content for each heat. The model accounts for the decreasing desulfurization rate as the sulfur content approaches the equilibrium partition ratio, preventing operators from continuing to stir after the desulfurization reaction has effectively reached equilibrium. Deployments report 15 to 25% reduction in average desulfurization treatment time, enabling additional heats per day without capital investment.
Each ladle in the circulating fleet is tracked through its thermal history — preheat temperature and duration, the number of heats since last preheat, the time elapsed since the last heat, and the lining age — to build a thermal model that predicts the heat absorption of the ladle for the next heat. The model recommends the preheat duration and burner temperature setpoint required to bring the ladle to the optimal starting condition for the steel grade and temperature requirements of the next heat, reducing preheat energy consumption by 10 to 18% and minimizing the temperature variability between heats caused by uneven ladle thermal condition across the ladle fleet.
Conventional LRF Process Control vs AI-Enabled LRF Process Optimization
The performance gap between conventional LRF process control and AI-enabled optimization is visible across every operating dimension that determines secondary steelmaking profitability. The comparison table below maps twelve critical LRF operating parameters against conventional and AI-enabled approaches, showing the performance improvement that an integrated process optimization platform delivers. Book a Demo to discuss which AI capabilities deliver the highest ROI for your LRF transformer rating, ladle fleet configuration, and steel grade portfolio.
| Operating Parameter | Conventional LRF Process Control | AI-Enabled LRF Process Optimization | Improvement |
|---|---|---|---|
| Temperature prediction accuracy | ±10–15°C at 10-minute horizon; operator relies on periodic bath temperature measurements every 5–10 minutes | ±3–5°C at 10-minute horizon; continuous thermal trajectory prediction from arc parameters and ladle thermal model | 60–70% reduction in temperature prediction error; enables proactive heating control |
| First-attempt chemistry hit rate | 70–78% first-attempt hit; 22–30% of heats require trim additions after sample analysis, adding 5–12 minutes per heat | 88–95% first-attempt hit; AI alloy efficiency prediction enables single-add chemistry with reduced over-addition | +15 to 20 percentage points; saves 5–12 minutes per trim cycle avoided |
| Electrical energy consumption | 25–45 kWh/t; operator sets power tap and heating duration based on experience and ladle thermal condition estimate | 20–38 kWh/t; AI recommends optimal heating power profile and duration per heat based on thermal trajectory model | 8–15% reduction in LRF electrical energy consumption |
| Alloy cost per ton | $8–$35/t depending on grade; over-addition of 5–12% to compensate for recovery efficiency uncertainty | $7–$32/t; AI alloy efficiency model reduces over-addition to 2–4% and eliminates unnecessary trim additions | 5–12% reduction in alloy cost; saves $0.50–$3.50 per ton |
| Average LRF cycle time | 35–60 minutes per heat; influenced by trim addition cycles, extended stirring, and temperature correction events | 30–50 minutes per heat; reduced trim cycles, optimized stirring duration, and proactive temperature control | 5–10 minute reduction per heat; 2–4 additional heats per day per LRF station |
| Inclusion cleanliness hit rate | 80–88% of heats meet inclusion specification; downgrade driven by insufficient flotation time or poor slag condition | 92–97% inclusion specification hit rate; AI predicts required flotation time and recommends slag adjustments | 30–50% reduction in inclusion-related downgrades |
| Desulfurization treatment time | 15–30 minutes per heat; operator extends stirring until sulfur target confirmed by sample analysis | 12–22 minutes per heat; AI predicts time to target based on desulfurization rate model and slag condition | 15–25% reduction in desulfurization time; reduces cycle time and argon consumption |
| Argon consumption | 0.3–0.6 Nm³/t; operator adjusts flow rate based on practice and visual slag opening assessment | 0.2–0.45 Nm³/t; AI recommends optimal flow rate profile per heat phase based on process objectives | 20–30% reduction in argon consumption; saves $0.05–$0.15 per ton |
| Ladle refractory life | 80–120 heats per campaign; refractory wear accelerated by thermal cycling and extended high-temperature exposure | 90–140 heats per campaign; AI thermal optimization reduces peak temperature exposure and thermal cycling intensity | 10–15% extension in lining campaign life; saves $0.10–$0.30 per ton |
| Preheat energy consumption | Fixed preheat duration per ladle type; no adjustment for ladle thermal condition or time since last heat | Variable preheat duration optimized per ladle based on thermal tracking model and next heat requirements | 10–18% reduction in preheat energy consumption |
| Operator decision support | Operator relies on experience, periodic temperature measurements, chemistry sample results, and written practice guidelines | AI console shows thermal trajectory prediction, chemistry evolution model, inclusion flotation status, and recommended actions per heat | Standardizes decision quality across shifts; reduces LRF cycle time variability between operators by 35–50% |
| Data integration and traceability | Manual logging of temperature measurements, chemistry samples, alloy additions, and stirring parameters in shift reports and databases | Automatic capture of all LRF process parameters at 1-second granularity; AI predictions, operator responses, and heat outcomes stored in searchable database per heat | Complete per-heat digital record for quality traceability, grade development, and process engineering analysis |
Deploying LRF Process Optimization AI in a Secondary Steelmaking Shop: A Phased Approach
Deploying AI process optimization in an LRF shop requires a phased approach that accounts for the critical nature of LRF process decisions on caster productivity, the integration requirements with existing level 2 process control systems, and the operator adoption discipline that separates successful implementations from projects that stall during the transition from advisory recommendations to routine operational use.
What a Secondary Metallurgy Manager Learned Deploying AI Optimization on a 150-Ton LRF Station
Based on iFactory's deployments across LRF shops at U.S. integrated and mini-mill steel producers operating 120 to 250-ton LRF stations with electrode arc heating, wire feeders, argon stirring systems, and level 2 process control integration, the following operational outcomes consistently emerge when AI process optimization is deployed with proper sensor infrastructure, operator adoption discipline, and phased deployment planning.
"I have managed secondary steelmaking operations for twenty years across three integrated steel mills running LRF stations from 120 to 250 tons serving slab casters, bloom casters, and billet casters with grades spanning automotive exposed, line pipe, rail, and rebar products. For the first seventeen of those years, the LRF process control philosophy was fundamentally the same across every shop: the operator monitored the bath temperature, waited for the chemistry sample result, adjusted the power input and alloy additions based on experience, and managed the stirring duration to balance inclusion flotation requirements against the caster waiting at the tundish. The operator was expected to integrate the thermal trajectory estimate, alloy efficiency knowledge, and inclusion flotation assessment into a single process decision — and the operator's experience level determined whether that decision was optimal or merely adequate. The AI system changed that by providing the operator with a real-time process model that predicted the trajectory of every important variable — temperature, chemistry, inclusion content — and recommended the specific heating power, alloy quantity, and stirring parameters to achieve the target condition in the minimum cycle time. We reduced our average LRF cycle time from 47 minutes to 39 minutes in the first 90 days of advisory deployment on our highest-volume automotive-grade family, and the operators on every shift now use the AI trajectory display as their primary process reference rather than waiting for the next temperature measurement or chemistry sample result. The thermal trajectory prediction alone eliminated the need for an average of 1.3 temperature measurements per heat because the operators trusted the AI prediction to monitor the temperature between measurement points — and every temperature measurement saved is 30 to 45 seconds of cycle time that goes directly to increasing caster productivity."
Ladle Refining Furnace AI Optimization — Frequently Asked Questions
Reduce LRF Energy Consumption by 8–15% and Achieve 92% First-Attempt Chemistry Hit Rate with AI Process Optimization
Deploy LRF Process Optimizer with iFactory
Secondary steelmaking managers at U.S. steel mills trust iFactory's on-premise AI platform to connect thermal trajectory prediction, alloy efficiency modeling, inclusion flotation monitoring, and stirring optimization into a single operator decision-support console — delivering 8 to 15% energy reduction, 92% chemistry hit rate, and 5 to 10 minute cycle time reduction on every heat.